КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Обработка торцов лап и верха станины
Существуют две принципиальные схемы обработки станин рабочих клетей, в основу которых заложен принцип совместной или раздельной обработки лап и верха двух парных станин.
Совместная обработка парных станин сводится к строганию на продольно-строгальных или фрезерованию на расточных станках плоскостей лап или верха парных станин за одну установку.
При этом станины соединяются между собой непосредственно фланцами или промежуточными поперечинами в рабочем положении. Совместная обработка имеет свои преимущества. Обеспечивается одноплоскостность торцов лап и верха парных станин. Выдерживается точно размер между осями лап, что, очень важно для станин, имеющих трапециевидную форму лап. Некоторые затруднения при этой схеме обработки связаны лишь с неудобством установки и крепления между собой двух парных станин.
Парное строгание на продольно-строгальных станках осуществляется путем одновременного строгания торцов лап и верха станин боковыми суппортами. Не следует допускать слишком большого вылета боковых суппортов, что может привести, с одной стороны, к снижению режимов резания, а с другой — к аварии станка.
Две или несколько парных станин устанавливают на стол станка на ребро боковой поверхностью, под другой конец под-водятся призмы соответствующей высоты (см. фиг. 79). Строгание лап и верха производится за четыре прохода: два обдирочных, предчистовой и чистовой. При обработке трапециевидного профиля размеры лап и их профиль контролируются специальными шаблонами (фиг. 83).
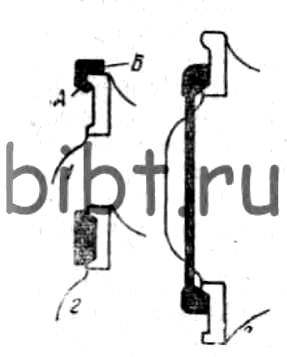
Параллельно со строганием лап и верха станин обычно производят обработку баз для выдерживания соосности проема окна с осью лап. Эти базы обычно создаются на наружной боковой плоскости лапы Б (фиг. 79), на боковой плоскости стойки В.
Для создания базы Б наружные боковые стороны лапы прострагиваются на верность под v 4. Для получения базы В с наружной стороны боковой плоскости стойки либо привариваются перед строгальной операцией специальные платики, либо они предусматриваются чертежом и выполняются в отливке. Базы В также прострагиваются на верность под v 4. Число базовых платиков по наружной стороне стоек станин обусловливается числом посадочных ступеней окна под подушки. Необходимо, чтобы платики для баз В в правой и левой станинах находились с одной стороны при установке их в рабочее положение, так как базы В должны лежать в одной плоскости.
Фиг. 83. Шаблоны при обработке трапециевидного профиля лап:
а —шаблон на угол; б — шаблон на профиль; в — шаблон на расположение лап.
Для установки шаблона на расположение лапы относительно базы Б на торце лапы прострагивается база А (см. фиг. 79 и 83). Кроме того, создается еще база Г со стороны наружной плоскости основания станины для выдерживания одновысотности дна проема под подушки в парных станинах по размеру l4+l5 В том случае, когда со стороны наружной плоскости основания обработка чертежом не предусматривается, на этой плоскости для создания баз Г прострагивается «на верность» полоска шириной 75—100 мм.
Разность размеров l1, l3, l9, l12 (см. фиг. 79), замеренная штихмасом от направляющих боковой стойки и от траверсы станка до баз Б, 5, Г и основания лап, маркируется на базах В и Г.
Совместная обработка торцов лап и верха парных станин на расточных станках производится у крупных станин, которые по габаритам не могут быть обработаны на продольно-строгальных станках, а также в случаях, когда требуется изготовить только одну пару станин и обработка их нерациональна на продольно-строгальном станке из-за неудовлетворительного использования площади стола.
В практике применяются одновременная обработка плоскостей лап и верха двумя расточными станками, совместная обработка плоскостей лап или совместная обработка плоскостей верха парных станин.
В первых двух случаях станины устанавливаются горизонтально одна на другую так, чтобы фрезерование лап производилось подачей шпиндельной бабки по колонне, так как это дает лучшую плоскостность лап и меньше сказывается погрешность от провисания шпинделя станка (фиг. 84).

Фиг. 84. Установка парных станин для совместно го фрезерования.
Первоначально на стол и призмы устанавливается одна станина и выверяется в горизонтальной плоскости с точностью до 0,1 мм. Выверку производят гидрометрическими приборами (см. фиг. 221), которые устанавливаются на плоскости разъема станины.
После выверки на первую станину устанавливается вторая. Производится сборка на болты и прихватка электросваркой во избежание смещения при обработке. Фрезерование плоскостей лап выполняется за несколько проходов фрезами. Измерение производится скобами или штихмасом от линейки.
Если позволяет площадь плитного настила, то у коротких станин плоскости верха фрезеруются одновременно с обработкой плоскостей лап переносным расточным станком.
Для сокращения цикла обработки станин в практике чаще прибегают к последнему способу, т. е. обработку плоскостей лап производят по размеру чертежа отдельно у правой и левой станин. Первая станина плоскостью верха устанавливается к шпинделю станка на плитный настил боковой поверхностью лапы и горловиной на тризму. Станина выверяется по плоскости разъема и на параллельность шпинделю, а горизонтальное положение направляющих проема выверяется по уровню с точностью до 0,1 мм на длине 1000 мм. С этой установки фрезеруется верх станины и обрабатывается горловина под гайку нажимного винта. К этому времени по циклу подходит вторая станина, которую устанавливают рядом параллельно первой. После совмещения плоскостей с точностью до 0,1 мм по контрольной линейке и щупу фрезеруют верх другой станины. Обычно чистовые проходы делают у парных станин с одной настройки инструмента.
Фрезерование больших плоскостей производят торцовыми фрезами диаметром 350—500 мм с установкой твердосплавных резцов по следу.
Раздельный способ в последнее время в целях сокращения цикла обработки станин находит все большее распространение.
Существует несколько способов раздельной обработки: фрезерование в размер верха станины с настройкой фрез по мерным штихмасам; нокиуоный способ выдерживания одновысотности парных станин; выдерживание одновысотности парных станин от постоянных баз; выдерживание одновысотности путем настройки режущего инструмента по базовым площадкам для его установки при стендовой обработке станин.
Первый способ — настройка фрез по мерным штихмасам применяется на отечественных предприятиях крайне редко и по традиции сохраняется пока на некоторых зарубежных предприятиях, как например, фирм «Юнайтед», «Места» (США) Этот способ не отличается высокой точностью, так как измерение штихмасом 6—7-метрового расстояния между промеряемыми плоскостями представляет значительную трудность и требует для исполнения высокой квалификации рабочего.
При нониусном способе наиболее часто встречаются два варианта выдерживания одинаковых размеров парных станин от торцов лап до плоскости горловины.
При первом варианте станина устанавливается боковой стороной к шпинделю расточного станка. Для выдерживания по нониусу одновысотности правой и левой станин фрезеруются базовые площадки А и Б на основании лап и на верхней плоскости станины (фиг. 85, а).
При втором, варианте после обработки плоскостей разъема производят фрезерование базы на обеих лапах с обратной стороны торцов лап, перемещают шпиндель на технологический размер Н и производят фрезерование верха. Фактический размер перемещения колонны устанавливают по нониусу станка. При фрезеровании парной станины технологический размер Н выдерживают с точностью до 0,1 мм от фактического размера на первой станине.
После создания по первому или второму варианту баз станину устанавливают к расточному станку торцами лап к шпинделю и фрезеруют по размеру чертежа плоскости лап, при этом чистовые проходы производят заподлицо с отфрезерованными базовыми плоскостями или выдерживают технологический размер Н от обработанных технологических баз с обратной стороны лап. После чего станина переустанавливается плоскостью верха к шпинделю станка, и фрезеруется торец верха станины. При чистовом проходе фреза касается зафрезерованной базовой площадки А.

Фиг. 85. Достижение одновысотности при раздельной обработке парных станин: а — по нониусной линейке станка; б — от постоянных баз плитного настила и станка.
Способ раздельной обработки от постоянных баз встречается реже. При данном способе плоскости лап фрезеруются на расточном станке по размеру чертежа по отдельности у каждой из парных станин по разметке. После фрезерования лап станина устанавливается верхней плоскостью к шпинделю, вывернется и крепится.
За станиной, против обработанных лап, устанавливаются две контрольные призмы, которые тщательно выверяются относительно лап на параллельность (см. фиг. 85,б). Фактические размеры l1 и l2 от призмы до лап замеряются штихмасом и записываются в технологическую карту или карту замеров. После этого фрезеруется плоскость верха станин по разметке с выдерживанием общей высоты у первой станины. От направляющей колонны расточного станка до отфрезерованной плоскости замеряют размер l3 штихмасом и записывают его в карту замеров Призмы, закрепленные на плитном настиле, не убираются с места до обработки следующей парной станины.
Вторая станина устанавливается в такое же положение относительно призм по размерам l1 и l2 с точностью до 0,1 мм. При этом установку станин необходимо производить таким образом, чтобы их положение при обработке совпадало с положением при сборке. При фрезеровании верхней плоскости станины выдерживают размер l3 с точностью до 0,1 мм, который был получен при фрезеровании первой парной станины.
Постоянными базами являются две призмы, закрепленные на плитном настиле, и направляющая колонны станка. Способ выдерживания одновысотности от постоянных баз гарантирует изготовление с точностью 0,2—0,3 мм большинства крупных станин.
Дата добавления: 2015-02-09; просмотров: 91; Мы поможем в написании вашей работы!; Нарушение авторских прав |