КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Геометрических параметров деталей
Контроль и выбор средств измерений
При детальном изучении данного раздела необходимо рассмотреть ряд определений. Любой размер характеризуется своим номинальным, действительным и предельными размерами.
Номинальный размер (  ,
,  ) – размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений.
) – размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений.
Действительный размер (  ,
,  ) – это размер, установленный измерением с допустимой погрешностью.
) – это размер, установленный измерением с допустимой погрешностью.
Предельные размеры (  ,
,  ,
,  ,
,  ) – это два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
) – это два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
ГОСТ 25346 – 89 установлены связанные с предельными размерами новые термины – "проходной" и "непроходной" пределы.
Термин "проходной предел" применяют к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала ( ), нижнему – для отверстия ( ). В случае применения предельных калибров речь идет о предельном размере, проверяемом проходным калибром.
Термин "непроходной предел" применяют к тому из двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала ( ), верхнему – для отверстия ( ). В случае применения предельных калибров речь идет о предельном размере, проверяемом непроходным калибром.
Отклонение — это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
Действительное отклонение — это алгебраическая разность между действительным и номинальным размерами.
Предельное отклонение — это алгебраическая разность между предельным и номинальным размерами.
Термин "вал" применяют для обозначения наружных (охватываемых) элементов деталей, термин "отверстие" – для обозначения внутренних (охватывающих) элементов деталей.
Предельные отклонения подразделяют на верхнее и нижнее. В ГОСТ 25346 – 89 приняты условные обозначения: верхнее отклонение отверстия ЕS,вала – еs, нижнее отклонение отверстия EI, вала – ei.
Верхнее – это алгебраическая разность между наибольшим предельным и номинальным размерами (  ,
,  ), нижнее отклонение – это алгебраическая разность между наименьшим предельным и номинальным размерами (
), нижнее отклонение – это алгебраическая разность между наименьшим предельным и номинальным размерами (  ,
,  ).
).
В таблицах стандартов верхнее и нижнее отклонения указаны в микрометрах (мкм), на чертежах — в миллиметрах (мм). Отклонения, равные нулю, не указываются.
Допуск (IT) – это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Допуск зависит от квалитета и размера:
IТ = а×i, (2.1)
где а – число единиц допуска, зависящее от квалитета и не зависящее от номинального размера; i – единица допуска.
Квалитет (по аналогии с франц. qualiti – качество) – совокупность допусков, характеризуемых постоянной относительной точностью (определяемой коэффициентом а) для всех номинальных размеров данного диапазона (например, от 1 до 500 мм). Точность в пределах одного квалитета зависит только от номинального размера. В ЕСДП установлен 21 квалитет: 01, 0, 1, 2, ..., 19. Квалитет определяет допуск на изготовление и, следовательно, методы и средства обработки и контроля деталей машин.
При выборе средств измерений учитывают совокупность метрологических (цена деления, погрешность, пределы измерения и пр.), эксплуатационных и экономических показателей, к которым относятся масштаб производства контролируемых изделий, стоимость и надежность средства измерений, метод измерения, время, затрачиваемое на настройку и процесс измерения и т.д.
Средство измерение (СИ) по своим метрологическим характеристикам должно соответствовать следующим условиям:
- диапазон измерения СИ должен быть больше измеряемого размера;
- диапазон показаний СИ должен быть больше допуска на измеряемый размер;
- предельная погрешность измерения с помощью выбранного СИ должна быть меньше допускаемой погрешности измерения δ.
При выборе СИ также необходимо учитывать следующее:
- цена деления шкалы СИ должна выбираться с учетом заданной точности измерения. Например, если размер необходимо контролировать с точностью 0,01 мм, то и СИ следует выбирать с ценой деления 0,01 мм, поскольку СИ с более грубой шкалой внесет дополнительные субъективные погрешности, а с более точной – из-за удорожания СИ;
- поскольку качество измерения на разных участках шкалы неодинаково (т.к. определяется относительной погрешностью), поэтому при измерениях рабочих участок шкалы должен выбираться по правилу: относительная погрешность в пределах рабочего участка шкалы СИ не должна превышать приведенную погрешность более чем в 3 раза, т.е.  . Из этого правила следует:
. Из этого правила следует:
а) при односторонней равномерной шкале с нулевой отметкой в ее начале рабочий участок занимает последние 2/3 длины шкалы;
б) при двусторонней шкале с нулевой отметкой посередине – последнюю 1/3 каждого сектора;
в) при шкале без нуля рабочий участок может распространяться на всю длину шкалы.
Таким образом, при выборе СИ важно определить рабочий участок шкалы и ее цену деления, которая зависит от класса точности СИ и числа делений шкалы.
Значения допускаемых погрешностей δ, включающих случайные и неучтенные систематические составляющие погрешности измерения, установлены в зависимости от допусков (IT) и номинальных размеров изделий по ГОСТ 8.051-81 «ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм», в соответствии с которым значения δ определены для квалитетов 2-17 и приняты равными:
- 0,2∙IT для квалитетов 10-17;
- 0,3∙IT для квалитетов 6-9;
- 0,35∙IT для квалитетов 2-5.
Расчетные значения δ округлены с учетом реальных значений погрешностей измерения измерительными средствами, при этом они являются наибольшими и включают в себя также погрешности и от других источников: погрешности установочных мер, погрешности базирования, погрешности, связанные с температурными деформациями и т.д.
Влияние погрешностей измерения δ на результат измерений должно быть учтено при установлении приемочных границ. Приемочные границы –значения размеров, по которым производится приемка изделий. При этом допуск на размер рассматривают как допуск на сумму погрешностей технологического процесса, которые не позволяют получить абсолютно точное значение размера, в том числе и из-за погрешности измерения. Приемочные границы устанавливают совпадающими с предельными размерами (рис. 4.1 а) или смещенными относительно них введением производственного допуска IТпр(рис. 4.1 б).
Первый способ является технически и экономически целесообразным, и поэтому предпочтительным. Однако при этом из-за наличия погрешности измерения некоторые бракованные изделия могут быть ошибочно приняты как годные, а некоторые годные – отбракованы. Чтобы этого не случилось, приемочные границы смещают внутрь поля допуска изделия на величину, равную с(см. рис. 4.1б). Величина смещения не должна превышать половины допускаемой погрешности измерения (δ/2). При смещении приемочных границ говорят о введении производственного допуска IТпр. Этот вариант менее предпочтителен, чем первый, однако, хотя и редко, используется на практике.

а) б)
Рис. 4.1.Расположение приемочных границ:а – без назначения производственного допуска; б – производственный допуск определен
в зависимости от параметра разбраковки с.
Влияние погрешности измерения на результаты разбраковки деталей оценивают параметрами:
а) вероятное количество неправильно принятых m деталей;
б) вероятное количество неправильно забракованных n деталей;
в) вероятная величина выхода размера за предельные значения неправильно принятых деталей с.
Существует связь между относительной погрешностью измерения и параметрами m, n и с:
 ,
,
где sмет – стандартное отклонение погрешности измерения.
При определении параметров m, n и с рекомендуется принимать для квалитетов 2-7  ; для квалитетов 8-9
; для квалитетов 8-9  ; для квалитетов 10 и грубее
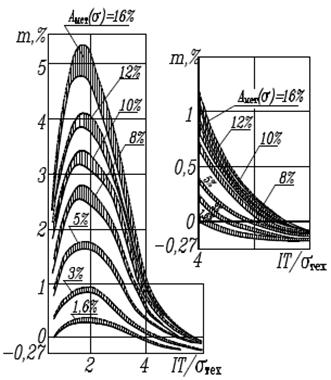
; для квалитетов 10 и грубее  . Параметры m, n и c приведены на графиках в зависимости от
. Параметры m, n и c приведены на графиках в зависимости от  , где
, где  – стандартное отклонение погрешности изготовления. Если точность технологического процесса изготовления детали неизвестна (неизвестно значение sтех), определяют предельное значение параметров m, n и с по рис. 4.2 или по табл. 4.1.
– стандартное отклонение погрешности изготовления. Если точность технологического процесса изготовления детали неизвестна (неизвестно значение sтех), определяют предельное значение параметров m, n и с по рис. 4.2 или по табл. 4.1.
Таблица 4.1
Предельные значения параметров разбраковки (по ГОСТ 8.051)

Предельные значения параметров m, n и  учитывают влияние только случайной составляющей погрешности измерения.
учитывают влияние только случайной составляющей погрешности измерения.
а)

б) в)
Рис. 4.2. Графики для определения:а – количества (в процентах от общего количества измеряемых деталей) неправильно принятых деталей m; б – количества неправильно забракованных деталей n; в – возможного перехода за границы поля допуска размеров неправильно принятых деталей с (ГОСТ 8.051)
Метрологи осуществляют выбор конкретного СИ по РД 50-98-86 «Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм» с учетом условий измерения в зависимости от измеряемого размера, допуска на изготовление IT и допускаемой погрешности измерения δ. При проведении измерений в условиях, когда значения влияющих величин отличаются от установленных в ГОСТ 8.050 или нормативных документах на СИ конкретного вида, необходимо нормировать функции влияния, т.е. указывать зависимости показаний СИ от влияющих величин и на основе этого вносить поправки в показания СИ. Для упрощения процесса выбора конкретного СИ можно использовать номограммы, помещенные на рис. 4.3 и 4.4. Затем по стандартам на соответствующие средства измерений конкретизируют метрологические характеристики выбранного СИ принятым условиям измерения.
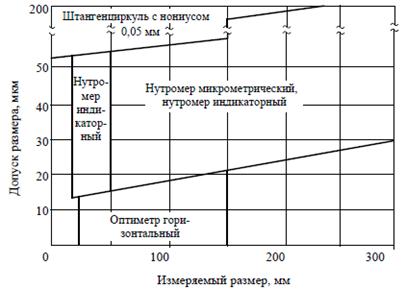
Рис. 4.3. СИ для измерения размеров внутренних гладких поверхностей

Рис. 4.4. СИ для измерения размеров наружных гладких поверхностей
Пример № 1. Исходя из эксплуатационных требований шейка вала под подшипник качения должна быть изготовлена ø20 k6  . IT = 0,013 мм. Необходимо установить приемочные границы и привести результаты разбраковки деталей. Точность технологического процесса неизвестна. Необходимо выбрать универсальное СИ для контроля размера вала.
. IT = 0,013 мм. Необходимо установить приемочные границы и привести результаты разбраковки деталей. Точность технологического процесса неизвестна. Необходимо выбрать универсальное СИ для контроля размера вала.
Решение
1. Устанавливаем приемочные границы, совпадающие с предельными размерами вала. В этом случае, вероятно, что m деталей будут неправильно приняты, а n– неправильно отбракованы.
2. Для измерения вала 6-го квалитета рекомендуется принимать относительную погрешность  , тогда m = (5-5,4) %, а n = (7,8-8,25)% в зависимости от закона распределения погрешности измерения (табл. 4.1). При этом возможный выход за границы поля допуска размеров неправильно принятых деталей
, тогда m = (5-5,4) %, а n = (7,8-8,25)% в зависимости от закона распределения погрешности измерения (табл. 4.1). При этом возможный выход за границы поля допуска размеров неправильно принятых деталей  мм.
мм.
Результаты разбраковки деталей заносим в табл. 4.2.
Таблица 4.2
Дата добавления: 2015-04-11; просмотров: 166; Мы поможем в написании вашей работы!; Нарушение авторских прав |