КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Сборка элементов трубопроводов под сварку
Все поступившие на сборку детали и сборочные единицы должны иметь маркировку и сопроводительную документацию, подтверждающую их приемку службой технического контроля.
Перед сборкой трубопровода следует проверить размеры его элементов, осмотреть торцы стыкуемых кромок на отсутствие дефектов (трещин, забоин, посторонних предметов, грязи, ржавчины, коррозии, краски, масла и т.д.), зачистить и обезжирить стыкуемые кромки с внутренней и внешней стороны на расстоянии не менее 20 мм от торцов.
Сборку элементов трубопроводов для выполнения сварных соединений следует выполнять в соответствии с указаниями ПТД и чертежей на сборочно-сварочном оборудовании и приспособлениях, обеспечивающих соосность соединяемых деталей.
 |
Для сборки элементов (труб) допускается приварить в качестве временных технологических креплений три пары уголков, расположенных вдоль оси труб у стыкуемых кромок (рис. 8.10). В отверстия уголков вставляют шпильки и стягивают стыкуемые трубы гайками.
Рисунок 8.10 – Приспособление для сборки сварного стыка.
Эксцентриковый центратор (рис. 8.11) используют при стыковке труб малых диаметров (до 60 мм). Обойму 1 центратора устанавливают на два конца труб, так чтобы стык был в центре обоймы. Между щеками обоймы находится вкладыш 2, соединенный с эксцентриком 4 петлями 3. Поворотом рукоятки эксцентрика зажимают вкладыш и обойму на трубах, обеспечивая их центровку. Прихватки сваркой стыкуемых труб выполняют через вырезы в обойме.
Рисунок 8.11 – Приспособление для сборки стыков труб.[414]
Центровочное приспособление (рис. 8.12) состоит из двух хомутов 1, 3 связанных между собой винтовыми стяжками 2. Трубы центруют за счет стяжек в продольном и отжимных винтов 4 в поперечном направлениях. Хомуты выполнены разъемными с шарнирными замками для их соединения.
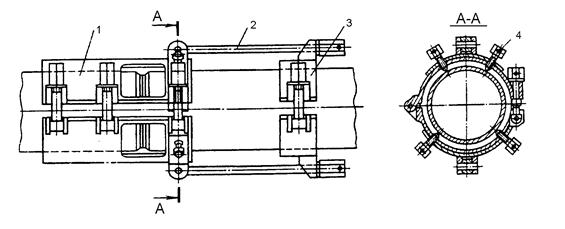 |
1, 3 – хомуты;2 – стяжка; 4 – винт.
Рисунок 8.12 – Центровочное приспособление.
Центровочные каретки (рис. 8.13) применяют при сборке блоков трубопроводов на сборочных стендах. Каретка имеет две пары катков 1, перемещающихся по направляющим сборочного стенда. Трубы, подлежащие стыковке, устанавливают в ложемент 4 кареток, который за счет кинематических пар винт-гайка может перемещаться в вертикальном и поперечном направлениях, обеспечивая требуемую соосность элементов труб. Захваты 6 предотвращают сползание каретки с направляющих стенда.
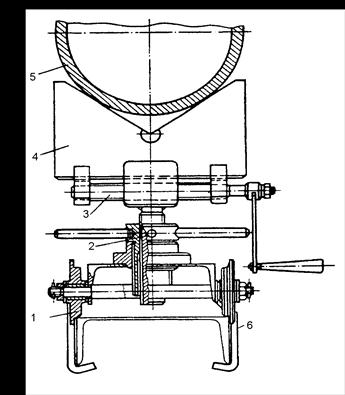 |
1 – катки; 2, 3 – винты; 4 – ложемент; 5 – труба; 6 – захват.
Рисунок 8.13 – Центровочная каретка.
Прихватки элементов сварных соединений должны выполнять сварщики, допущенные к сварке соединений. Наложение прихваток в местах пересечения или сопряжения двух или нескольких подлежащих сварке соединений не допускается.
Приварка временных технологических креплений выполняется согласно ПТД. При этом должны быть оговорены марка стали, форма, размеры, количество и расположение указанных креплений, квалификация сварщиков, осуществляющих приварку креплений, сварочные материалы, способы и режимы приварки и подогрева.
Временные технологические крепления удаляются механическим способом. При этом на деталях из углеродистых и кремнемарганцовистых сталей допускается полное удаление временных технологических креплений кислородной или воздушно-дуговой резкой без углубления в основной металл с последующим шлифованием поверхностей деталей до удаления следов резки.
На деталях из легированных и высокохромистых сталей, а также из сталей аустенитного класса при удалении временных креплений кислородной, плазменно-дуговой или воздушно-дуговой резкой должна оставаться часть креплений высотой не менее 4 мм, которая подлежит удалению механической обработкой.
Допускается сборка на остающихся подкладных кольцах соединений элементов трубопроводов доступных для сварки только с наружной стороны, когда по особенностям конструкции невозможно или технически нецелесообразно выполнение сварных соединений без подкладочных колец. Применение сварных соединений с подкладными кольцами должно быть согласовано с головной материаловедческой организацией и оговорено в конструкторской (проектной) документации.
Не допускается применение остающихся подкладных колец с незаваренным поперечным разъемом.
В собранных под сварку стыковых сварных соединениях смещения кромок и притуплений, зазоры между стыкуемыми кромками деталей, а также между подкладным кольцом и трубой должны удовлетворять требованиям ПТД:
- в соединениях деталей с двухсторонней разделкой кромок смещение притуплений не должно превышать 0,5 мм при их номинальном размере до 1 мм включительно, половины номинального размера притуплений при его величине свыше 1 до 4 мм включительно и 2 мм при номинальном размере притуплений свыше 4 мм;
- допускаемое смещение (несовпадение) внутренних кромок в стыковых сварных соединениях с односторонней разделкой кромок может составлять до 12% номинальной толщины стенки свариваемых деталей, но не более 0,5 мм.
  |
Прямолинейность собранных встык труб проверяют металлической линейкой (рис. 8.14) не менее чем в трех местах, равномерно расположенных по окружности стыка. Допустимая величина просвета, а между концом линейки и поверхностью трубы указывается в ПТД.
Рисунок 8.14 – Проверка прямолинейности труб при сборке стыков под сварку.
После окончания сборки под ручную дуговую сварку покрытыми электродами примыкающие к кромкам поверхности деталей из сталей аустенитного класса и железоникелевых сплавов должны быть защищены от попадания брызг расплавленного металла. При этом ширина защищаемой зоны должна быть не менее 100 мм в каждую сторону от подготовленных под сварку кромок. Аналогичную защиту рекомендуется выполнять и при приварке временных технологических креплений к поверхностям деталей из сталей аустенитного класса. Способы защиты устанавливаются ПТД.
Дата добавления: 2015-04-11; просмотров: 329; Мы поможем в написании вашей работы!; Нарушение авторских прав |