КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Устройство станка
Основными узлами и частями станка являются (рис. 1.37): основание 1, станина 12, шпиндельная бабка 4, шпиндель 7, передний 5 и задний 8 поперечные суппорты, вертикальный суппорт 6, револьверный суппорт 10, шестипозиционная револьверная головка 9, главный распределительный вал XII, вспомогательный управляющий вал VIII, электродвигатель 2. Внутри основания 1 размещены коробка скоростей, бак для смазочно-охлаждающей жидкости и электрошкаф.
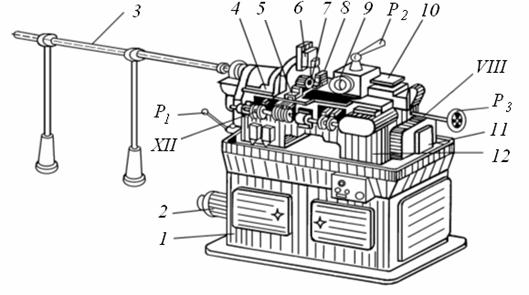
Рис. 1.37. Токарно-револьверный автомат модели 1А118
На шпиндельной бабке 4 справа закреплен кронштейн с направляющими для вертикально перемещающегося суппорта 6. На
суппорте устанавливают, как правило, отрезной резец, работающий с движением вертикальной подачи. Слева от шпиндельной бабки размещен кронштейн с механизмом перемещения пруткового материала 3. Сам пруток располагают и закрепляют внутри шпинделя с помощью цангового патрона. Шпинделю вместе с прутком сообщают от коробки скоростей вращение, являющееся при работе главным движением резания.
На суппортах 5 и 8 закрепляют режущие инструменты, работающие с движением поперечной подачи: фасонные круглые и призматические, канавочные и отрезные резцы, резцы для обработки коротких конических поверхностей, накатники и др. Инструменты, требующие при резании движения продольной подачи, устанавливают в револьверной головке 9. Головка снабжена приводом автоматического поворота, обеспечивающим смену режущего инструмента, и механизмом фиксации ее в заданном положении. Для вывода фиксатора из револьверной головки при наладке
автомата используют рукоятку Р 2 .
В одном из гнезд (позиций) револьверной головки размещен механизм обгона и быстрого сверления. Его шпиндель, в котором крепят метчики, плашки и сверла, имеет привод вращения. Механизм обгона используют при сверлении отверстий малых диаметров и для свинчивания резьбонарезных инструментов с нарезанной резьбы. В случае применения этого механизма для сверления отверстий диаметром менее 5 мм инструменту (сверлу) придается вращение в направлении обратном вращению заготовки. Это повышает скорость главного движения резания и производительность обработки. Для свинчивания резьбонарезного инструмента шпиндель механизма обгона получает вращение в том же направлении, что и заготовка, но с большей частотой вращения.
Автоматическое управление последовательностью и режимами работы механизмов станка осуществляется от установленных на главном распределительном валу XII кулачков К 5 , К 6 и К 7 и переналаживаемых упоров на дисках К 4 , К 8 и К 9 . (кулачки представлены на рис. 1.38) Кулачки К 5 , К 6 и К 7 через системы рычагов обеспечивают движения подачи соответственно вертикального, переднего и заднего суппортов. Установленный на валу XI кулачок К 10 (рис. 1.38) управляет перемещениями револьверного суппорта.
 Рис. 1.38. Кинематическая схема токарно-револьверного автомата модели 1А118
Рис. 1.38. Кинематическая схема токарно-револьверного автомата модели 1А118
Работа механизмов перемещения и закрепления прутка, поворота револьверной головки, включения вращения шпинделя механизма обгона и быстрого сверления осуществляется от быстроходного вспомогательного управляющего вала VIII (рис. 1.37 и 1.38) путем включения или выключения расположенных на нем муфт сцепления М 3 и М 4 . Управление включением муфт производят от переналаживаемых упоров на дисках К 4 , К 8 и К 9 главного распределительного вала XII через систему рычагов.
Производительность автомата определяется частотой вращения
главного распределительного вала XII. За один его оборот изготавливается одна деталь. Частоту вращения этого вала регулируют с помощью гитары сменных зубчатых колес 11 (рис. 1.37). Эта гитара располагается с правой стороны станины станка и связывает главный распределительный вал XII
со вспомогательным управляющим валом VIII, размещенным сзади станины.
Включение и выключение вспомогательного управляющего вала VIII, а вместе с ним и системы автоматического управления станком производят с помощью рукоятки Р 1 . При наладке станка вспомогательный вал поворачивают вручную с помощью закрепленного на нем маховика Р 3 .
Дата добавления: 2014-11-13; просмотров: 99; Мы поможем в написании вашей работы!; Нарушение авторских прав |