КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Устройство и назначение основных узлов вертикально–фрезерного станка
Устройство станка. На фундаментной плите станка 1 размещена станина 2, внутри которой располагается коробка скоростей 4. Коробка скоростей служит для изменения частоты вращения шпинделя 7, располо- женного в шпиндельной головке 6. На станке используется поворотная шпиндельная головка, которая позволяет вращением квадрата 5 устанавли- вать шпиндель как вертикально, перпендикулярно столу станка, так и под углом до 450, определяемому по шкале, как в одну, так и в другую сторону.
По направляющим станины в вертикальном направлении может пе- ремещаться консоль 10 (вертикальное движение подачи), внутри которой размещена коробка подач 11, позволяющая устанавливать заданное значе- ние скорости перемещения заготовки (движение подачи). На горизонталь- ных направляющих консоли расположены поперечные салазки 12 и про- дольный стол 9. Перемещение поперечных салазок по направляющим кон- соли обеспечивает движение поперечной подачи заготовки, устанавливае- мой непосредственно на столе станка или в специальном приспособлении. Продольную подачу заготовки реализуют перемещением стола станка по
направляющим поперечных салазок маховиками Р1 или Р5.
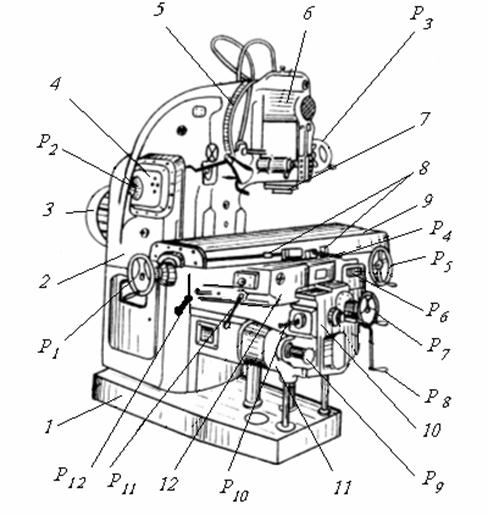
Рис. 4.1. Общий вид вертикально-фрезерного станка
Управление станком. Вертикально-фрезерный станок модели отно- сят к группе станков с ручным управлением. Подключение станка к элек- тросети осуществляют поворотом рукоятки пакетного переключателя, рас- положенного на правой стороне станины (на рисунке не показана), в поло- жение «Сеть». Справа и слева от переключателя расположены рукоятки выключателей местного освещения и смазочно-охлаждающей системы.
Включение вращения, переключение направления вращения шпин- деля (правое и левое вращение) и его остановку осуществляют кнопка- ми Р6. Значения частот вращения шпинделя устанавливают рукояткой Р2, расположенной на лицевой стороне станины станка (коробке скоростей).
Ручные перемещения продольного стола станка 9, поперечных салазок
12 и консоли 10 во время работы и при наладке станка выполняют вращени-
ем маховиков соответственно Р1 или Р5, Р7, Р8, оснащенных отсчетными устройствами – лимбами, выполненными в виде градуированных колец.
Механическое продольное движение стола 9 станка включают рукоят-
кой Р4 перемещением ее в направлении необходимого движения. Длину перемещения устанавливают с помощью упоров 8, ограничивающих вели- чину хода стола отключением движения подачи из-за поворота рукоятки
Р4 в нейтральное положение.
Механические поперечные и вертикальные движения поперечных са- лазок 12 и консоли 10 станка реализуют с помощью одной рукоятки Р10 путем перемещения ее из нейтрального положения в направлении требуе- мого перемещения заготовки.
Значения подач продольного стола, поперечных салазок и консоли станка устанавливают рукояткой Р9 выдвижением ее вперед из исходного положения и последующим поворотом на позицию, соответствующую не-
обходимому значению подачи в минуту Sм. При этом значение вертикаль-
ной подачи получается вдвое меньше, чем указано на коробке подач.
С помощью маховика Р3 можно перемещать в вертикальном направле- нии шпиндель станка с инструментом, что используют для установки фре- зы в определенное положение относительно заготовки и для установки глубины фрезерования.
С целью увеличения жесткости конструкции станка путем закрепления консоли на вертикальных направляющих станины и поперечных салазок на консоли используют соответственно рукоятки Р11 и Р12.
Содержание работы
Работа проводится на горизонтально–фрезерном и вертикально– фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место.
В содержание работы входят перечисленные далее упражнения и комплексная работа.
Упражнения в управлении фрезерным станком. Пуск и остановка электродвигателя станка. Включение и выключение привода главного движения и привода движений подач (рабочей и ускоренной). Установка заготовок на столе с помощью прихватов и в тисках. Установка и закреп- ление фрезы. Упражнения в управлении столом (ручное и автоматическое).
Снятие пробной стружки на длине 4–5 мм при заданной глубине реза-
ния. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей.
Установка фрезы на глубину резания по лимбу вертикальной подачи стола. Фрезерование горизонтальной поверхности механической подачей стола. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке.
Фрезерование горизонтальных и вертикальных плоскостей, усту- пов. Фрезерование горизонтальных и вертикальных плоскостей на задан- ную глубину резания с механической подачей стола при установке заго- товки в тисках. Фрезерование уступов. Проверка обработанных поверхно- стей штангенциркулем.
Фрезерование пазов и разрезание заготовок. Фрезерование откры- тых и закрытых пазов на горизонтальных поверхностях. Разрезание. Кон- троль полученных размеров.
Учебно–практическая работа. Изготовление детали по заданным чертежом параметрам и технологической карте (табл. 4.7), определяющей последовательность обработки.
Дата добавления: 2014-11-13; просмотров: 297; Мы поможем в написании вашей работы!; Нарушение авторских прав |