КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Классификация заклепочных швов
По назначению:
- прочные швы (мостовые и крановые фермы, самолеты и т. д.) – швы, обеспечивающие прочность соединения,
- плотные швы (газопроводы, резервуары и т. п.) – швы, обеспечивающие прочность и герметичность.
По взаимному расположению склепываемых деталей:
- швы встык с одной или двумя накладками (рис. 3.4.34);
- швы внахлестку;
По числу рядов (для швов встык число рядов учитывается по одну сторону стыка)
- однорядные;
- многорядные: двухрядные, трехрядные (применяют не более шести рядов заклепок).
По расположению заклепок в рядах:
- параллельные швы;
- шахматные швы.
По условиям работы (по числу плоскостей среза):
- односрезные швы – с одной плоскостью среза в каждой заклепке;
- многосрезные – с несколькими плоскостями среза каждой заклепки (например, двухсрезные).
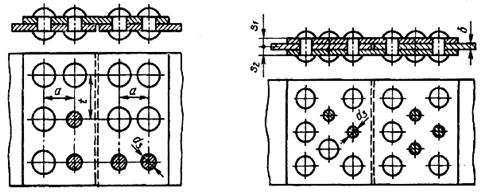
Рис. 3.4.34. Заклепочные соединения
Конструктивные разновидности заклепок. Выбор формы закладной головки зависит от назначения заклепочного шва.
В швах, требующих большой прочности и плотности, применяют заклепки с полукруглой головкой (рис. 3.4.35, а). Заклепки с потайной или полупотайной головкой (рис.3.4.35, б, в) используют в том случае, когда выступающие закладные головки заклепок мешают перемещению каких-либо деталей или в случае больших гидродинамических и аэродинамических сопротивлений (в судостроении и самолетостроении). Заклепки с бочкообразной головкой (рис. 3.4.35, г) применяют там, где они омываются горячими газами, в топках парового котла и т. п.; в процессе эксплуатации головки обгорают и приобретают полукруглую форму, сохраняя необходимую прочность. Заклепки с широкой головкой (рис. 3.4.35, д) применяют для соединения тонколистовых (до 1,5 мм) материалов, трубчатые заклепки (рис. 3.4.35, е) – в слабонагруженных металлических соединениях, а также в соединениях неметаллических материалов (фибра и др.). В случае невозможности образования замыкающей головки обычными способами (в труднодоступных – «узких» местах) применяют взрывные заклепки (рис. 3.4.35, ж).

Рис. 3.4.35. Виды заклепок
 Расчет прочных заклепочных швов. Методику определения основных соотношений размеров прочных швов рассмотрим на примере однорядного шва внахлестку (рис. 3.4.36), нагруженного поперечной силой Fr. Введем обозначения: d3 – диаметр заклепки;
Расчет прочных заклепочных швов. Методику определения основных соотношений размеров прочных швов рассмотрим на примере однорядного шва внахлестку (рис. 3.4.36), нагруженного поперечной силой Fr. Введем обозначения: d3 – диаметр заклепки;  и
и  – толщина склепываемых деталей (листов); t – расстояние между заклепками в ряду (или шаг заклепок); е – расстояние от центра заклепки до края детали (листа); z – число заклепок в ряду.
– толщина склепываемых деталей (листов); t – расстояние между заклепками в ряду (или шаг заклепок); е – расстояние от центра заклепки до края детали (листа); z – число заклепок в ряду.
При расчете на прочность силы трения на стыке деталей не учитывают (принимают, что нагрузка передается только заклепками); считают, что нагрузка между заклепками распределяется равномерно, а диаметр заклепки равен диаметру отверстия (dз = doтв).
Причинами разрушения заклепочного соединения могут быть следующие:
1. Срез заклепок в плоскости соединения деталей (рис. 3.4.37);
Запишем условие прочности на срез:
 ,
,
где Fr – поперечная сила, действующая на заклепки, Н;
i – число плоскостей среза одной заклепки;
z – число заклепок (задается конструкцией шва);
[t]ср – допускаемое напряжение на срез для заклепок, МПа.
Полученный по формуле размер d3 округляют до ближайшего большего стандартного значения.
2. Смятие заклепок и листов (рис. 3.4.38):

 ,
,
где  и
и  – расчетное и допускаемое напряжения на смятие для заклепочного соединения, МПа;
– расчетное и допускаемое напряжения на смятие для заклепочного соединения, МПа;
 – толщина самой тонкой склепываемой детали, мм.
– толщина самой тонкой склепываемой детали, мм.
 3. Разрыв листов в сечении, ослабленном отверстиями (рис. 3.4.39):
3. Разрыв листов в сечении, ослабленном отверстиями (рис. 3.4.39):
 .
.
4. Срез кромки листа (в сечении ab и cd) у отверстия под заклепку (рис. 3.4.40):

 .
.
Число заклепок в шве определяют из условий прочности на срез и на смятие. Принимают большее из двух полученных значений z. Для исключения возможности поворота z ³ 2. Далее определяют геометрические параметры шва. Спроектированный заклепочный шов проверяют по формуле на разрыв деталей (листов) и на срез заклепками кромки листа.
Специальные заклепки.Для соединений пакета деталей, передающих к оси заклепки большие поперечные нагрузки (когда в пакете есть высокопрочные стальные детали), применяют стальные термически обработанные болтозаклепки (рис. 3.4.41), с высоким сопротивлением срезу. Такие заклепки ставят в отверстие с натягом, а так как расклепывание их невозможно, то замыкающую головку образуют с помощью втулок, деформируемых при установке заклепок.

Рис. 3.4.41. Болтозаклепки:
1 – замыкающая втулка; 2 – технологический хвостовик (отрывается усилием затяжки)
Во многих случаях (при закреплении законцовок и носков крыльев, элеронов, рулей, закрылков) приходится применять одностороннюю клепку (рис. 3.4.42), так как подход к замыкающей головке затруднен.

Рис. 3.4.42: Специальные заклепки:
1 – обычные заклепки; 2 – заклепки односторонней клепки; 3 – точечная электросварка
Заклепку с сердечником замыкают втягиванием 1 внутрь заклепки сердечником (рис. 3.4.43, а), который не только образует замыкающую головку, но и раздает заклепку, обеспечивая ее плотную посадку в отверстие. Лишнюю часть сердечника срезают 2.

Рис. 3.4.43. Специальные заклепки
Двухкамерные взрывные заклепки имеют в своем стержне камеры, заполненные взрывчатым веществом. Головку вставленной в отверстие заклепки нагревают специальным электронагревателем 3 (рис. 3.4.43, б). При взрыве стержень заклепки раздается, а на конце его образуется замыкающая головка.
Расчет на прочность. При расчете заклепочных соединений не учитывают силы трения и концентрации напряжений, полагая, что нагрузка равномерно распределяется между всеми заклепками (при одинаковом их диаметре), а напряжения смятия равномерно распределены по диаметральной плоскости каждой заклепки.
Условия нагружения заклепок подобны условиям нагружения болтов, поставленных без зазора. Поэтому для заклепок справедливы формулы, которые определяют прочность по напряжениям среза (τ) и смятия (σсм).
Расчет соединения на прочность проводят, исходя из предположения, что его разрушение может произойти в результате среза заклепок; смятия стержней заклепок или соединяемых деталей, отрыва головок заклепок, разрушение одной из деталей по сечению, ослабленному отверстиями.
Паяные и клееные соединения.При пайке детали соединяются посредством расплавленного присадочного материала (металла или сплава), называемого припоем. При пайке основной материал не расплавляется, как при сварке, так как припой имеет более низкую температуру плавления. Нагрев припоя и детали осуществляют паяльником, газовой горелкой, токами высокой частоты и др.
Пайкой соединяют детали из стали, чугуна, цветных металлов и сплавов, стекла и других материалов. В отличие от сварки пайкой можно соединять детали из разнородных материалов: стальные – с алюминиевыми, стеклянными, резиновыми.
Пайка находит широкое применение в приборостроении, электротехнике, радиотехнике. В настоящее время пайку широко применяют в авиастроении. Наблюдается тенденция перехода от клепаной алюминиевой обшивки к обшивке из тонких стальных листов с сотовым промежуточным заполнением. Эту обшивку изготовляют в виде панелей, паяных в термических печах (рис. 3.4.44).
 Паяные соединения используют также в случае, когда сварка недопустима из-за возможного прожога деталей.
Паяные соединения используют также в случае, когда сварка недопустима из-за возможного прожога деталей.
Недостаток паяных соединений – меньшая механическая и термическая прочность по сравнению со сварными соединениями.
При пайке используют легкоплавкие (мягкие) припои с температурой плавления tпл < 300 °C и тугоплавкие (твердые) с tпл >500 °C.
Наиболее распространенные мягкие припои (ПОС 30, ПОС40, ПОС61 и др, ГОСТ 21930–76) получают на основе олова или свинца. Отличаются незначительными твердостью и прочностью, но допускают пайку большинства металлов и поэтому широко используются для соединения малонагруженных деталей (радиосхем, герметических соединений).
Твердые припои на основе серебра, меди, цинка (ПСр 40, ПСр 72, ПН 25) обладают достаточно высокой прочностью и термостойкостью. В некоторых случаях швы, паяные твердыми припоями, не уступают по прочности основному металлу.
Для растворения и удаления окисных пленок, а также в целях защиты паяного шва от окисления применяют специальные химические вещества – флюсы. Они подразделяются на кислотные (бура, хлористый цинк и др.) и бескислотные (канифоль, нашатырный спирт). Кислотные флюсы вызывают коррозию металлов, поэтому детали после пайки тщательно промывают.
Пайкой выполняют соединение листов встык (рис. 3.4.45, а) и внахлестку (рис. 3.4.45, б), соединение труб (рис. 3.4.45, в). Для проникания припоя между деталями оставляют зазор, равный 0,05…0,15 мм.
Расчет прочности паяных соединений аналогичен расчету сварных. Для стыковых соединений
σ = F/(δb) ≤ [σ'],
для нахлесточных соединений
τ = F/(bl) ≤ [τ'],
где [σ'] и [τ'] – допускаемые напряжения в паяном шве.

Рис. 3.4.45. Соединения пайкой
При соединении стальных деталей прочность материала деталей обычно больше прочности материала шва. В подобных случаях условие равнопрочности можно обеспечить только для нахлесточных соединений. Значение нахлестки по условию равнопрочности (см. рис. 3.4.45, б) определяется по формуле
l = [σ]δ / [τ'],
где [σ] – допускаемое напряжение для материала деталей.
Соединение склеиванием. Склеивание – один из наиболее прогрессивных методов соединения деталей, получивший широкое распространение после того, как были разработаны высокопрочные, термо- и водостойкие клеи, создано технологическое оборудование и проведены всесторонние исследования свойства клеевых соединений.
Имеются клеевые составы с избирательной адгезией к каким-либо определенным материалам – это специальные клеи (например, резиновые); с высокой адгезией к различным материалам (например, к металлам, керамике, дереву, пластмассам и др.) – это универсальные клеи.
В процессе склеивания выполняют ряд последовательных операций: подготовку поверхностей деталей, нанесение клея, сборку соединения, выдержку при соответствующих давлении и температуре. Подготовка поверхностей обычно заключается в их взаимной подгонке, образовании шероховатости путем зачистки наждачной шкуркой или пескоструйным аппаратом, удалении пыли и обезжиривании с помощью органических растворителей. Шероховатость увеличивает поверхность склеивания. Сравнительно длительная выдержка, необходимая для полимеризации, является одним из недостатков клеевых соединений.
Прочность клеевого соединения в значительной степени зависит от толщины слоя клея. Рекомендуемые значения для прочности соединения составляют 0,05…0,15 мм. Толщина слоя клея зависит от его вязкости и давления при склеивании. Клеевые соединения лучше работают на сдвиг, хуже на отрыв. Поэтому предпочтительны нахлесточные соединения. Для повышения прочности применяют комбинацию клеевого соединения с резьбовым, сварным или заклепочным.
В авиастроении склеивание применяют для соединения листов обшивки самолетов и вертолетов с элементами жесткости (стрингерами, нервюрами и др), при изготовлении лопастей вертолетов, элеронов, рулей, закрылков, щитков, крышек люков, панелей полов.
Расчеты на прочность производят по тем же формулам, что и для паяных соединений. Качество клеевого соединения характеризуется не только его прочностью, но также водостойкостью, теплостойкостью и другими показателями.
Дата добавления: 2014-11-13; просмотров: 221; Мы поможем в написании вашей работы!; Нарушение авторских прав |