КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Експериментальне дослідження процесу ЛФ. Явище постдеформації у вуглецевих сталях
На базі аналізу результатів виконаних розрахунків проводились експериментальні дослідження процесу лазерного формоутворення. Оброблялися зразки з нержавіючої сталі аустенітного класу та низько легованої вуглецевої сталі 65Г з розмірами 100х50мм товщиною 0,5..2мм. На поверхню зразка наносилось покриття з оксиду цинку. Зразок закріплювався консольно в струбцині. На відстані 10мм від місця закріплення, променем СО2 лазера неперервної дії здійснювався прохід на всю ширину зразка. На відстані 10мм від вільного краю зразка встановлювався індикатор переміщення, рис.6.
Переміщення математично обраховувалося та визначалась величина деформації, котра представлялася у вигляді кута згинання (град), та відображалася на графіках, рис. 8-12.
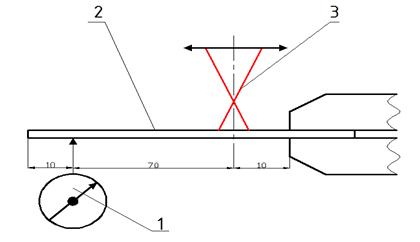
Рис.6. Схема проведення експерименту: 1 – індикатор перемішень, 2 – зразок, 3 – лазерний промінь.
Під час обробки зразка з нержавіючої сталі 12Х18Н10Т товщиною 1 мм, при потужності променя 0.6 кВт, діаметрі фокальної плями 1.0 мм., спостерігалася практично прямо пропорційна залежність абсолютної деформації від кількості проходів, рис.7а.


а) б)
Рис.7 Величини абсолютної - а та відносної – б деформації для зразка з сталі 12Х18Н10Т товщиною 1 мм, обробленого за потужності променя 0.6 кВт, діаметрі фокальної плями 1.0 мм.
При обробці зразка з вуглецевої сталі 65Г товщиною 0.5мм (потужність-0.8кВт, швидкість переміщения-1,0м/с, діаметр фокальної плями-4мм.), також спостерігалася прямо пропорційна залежність абсолютної деформації від кількості проходів. Але величина відносної деформації за кожен прохід була дещо нижчою, рис.8 а, б. Це пояснюється тим, що у вуглецевих сталях відбуваються структурно-фазові перетворення при нагріванні та охолодженні, і в них поряд з напруженнями, викликаними термічним всіданням матеріалу, діють напруження обумовлені структурно-фазовими перетвореннями. Даний фактор пояснює, також, явище «постдеформації», яке спостерігалося при обробці зразків з вуглецевої сталі рис. 9в. Слід зазначити, що при зазначених умовах обробки, напрямок пост деформації в деяких випадках був таким же, як і напрямок основної деформації, а в деяких був протилежним, рис.9в.


а) б) 
в)
Рис.8 Величини абсолютної - а, відносної – б та пост - в деформації для зразка з сталі 65Г товщиною 0.5мм (потужність-0.8кВт, швидкість переміщения-1,0м/с, діаметр фокальної плями-4мм.)
У випадку збільшення діаметру фокальної плями до 6мм, при інших стабільних параметрах, характер абсолютної та відносної деформації не змінювався, рис. 9 а,б. Але постдеформація набула чіткого напрямку – протилежного напрямку основної деформації (виключаючи перший прохід), рис.9в.
При подальшому збільшенні фокальної плями до 8мм. зі збереженням рівня інших параметрів, спостерігалася наступна картина: протягом перших 10 проходів, характер абсолютної та відносної деформації був аналогічним до попередніх випадків. Але під час наступних проходів зростання величини кута згинання практично припинилося, (рис.10а,б), оскільки, величина основної 
 а) б)
а) б) 
в)
Рис.9 Величини абсолютної - а, відносної – б та пост - в деформації для зразка з сталі 65Г товщиною 0.5мм (потужність-0.8кВт, швидкість переміщения-1,0м/с, діаметр фокальної плями-6мм.)

а) б) 
в)
Рис.10 Величини абсолютної - а, відносної – б та пост - в деформації для зразка з сталі 65Г товщиною 0.5мм (потужність-0.8кВт, швидкість переміщения-1,0м/с, діаметр фокальної плями-8мм.)
деформації знизилася до рівня постдеформації, а знак вони мали протилежний. Постдеформація під час перших 10 проходів не спостерігалася, а в подальшому була протилежна за знаком основній деформації, виняток складає перший прохід,рис.10в.
Щоб оцінити ступінь впливу структурно-фазових перетворень на величину деформації, під час лазерного формоутворення листових матеріалів, проводилось порівняння величин абсолютної та відносної деформацій при одночасній обробці зразків з нержавіючої сталі 12Х18Н10Т та вуглецевої сталі 65Г, рис. 11а,б. З графіків видно, що при обробці з потужністю випромінювання 0.8кВт, швидкістю переміщення променя –1.2м/с, фокальній плямі 2 мм. та товщині зразків 0.5мм., рівень абсолютної деформації зразка з нержавіючої сталі був приблизно в три рази вищим ніж зразка з вуглецевої сталі.


а) б)
Рис.11 Порівняння величин абсолютної – а та відносної – б деформації при одночасній обробці зразків з вуглецевої, та нержавіючої сталі.
Дата добавления: 2015-01-01; просмотров: 97; Мы поможем в написании вашей работы!; Нарушение авторских прав |