КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Обработка фрезерованием
Контурное фрезерование коленчатых валов проводят на станках двух типов: при стационарном положении вала или при его вращении вокруг оси коренных подшипников. Фрезерование осуществляют методом наружного или внутреннего касания, т. е. дисковыми или кольцевыми фрезами с СМП. Дисковые фрезы центрируют на станке по отверстию, а кольцевые — по наружному диаметру инструмента.
В процессе фрезерования шатунных шеек вращающегося вала инструмент (дисковая или кольцевая фреза) совершает возвратно-поступательное движение, управляемое копиром или по заданной программе, обеспечивая контакт с обрабатываемой поверхностью в соответствии с положением шейки в пространстве.
При обработке неподвижно закрепленного вала методом внутреннего касания диаметр кольцевой фрезы, совершающей планетарное вращение, меньше диаметра дисковой фрезы; условия работы привода передачи лучше и расходы на инструмент примерно на 30% ниже. Обработку, как правило, осуществляют двумя фрезерными роторами, что позволяет одновременно фрезеровать по две пары коренных шеек, попарно фрезеровать шатунные шейки или по одной шатунной и коренной шейке. Параметр шероховатости поверхности Ra = 5 -т- 8 мкм.
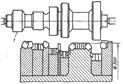
Рис. 188. Схема контурного фрезерования ступенчатой детали набором фрез фирмы Хейнляйнизитц-ман (ФРГ); / — самоцентрирующий патрон
Внутренний диаметр фрезы при совпадении ее оси с осью центров станка (нейтральное положение) должен обеспечить возможность беспрепятственного прохода сквозь него коленчатого вала с патронами на передней и задней бабках, выгрузку, загрузку, а также перемещение роторов в процессе обработки.
Винтовые поверхности фрезеруют дисковыми, концевыми червячными фрезами. Условно винтовые поверхности можно разделить на несопрягаемые (канавки режущих инструментов, копиры и г п.) и сопрягаемые (резьбы, винтовые шестерни и др.).
Производящая поверхность инструмента должна быть рассчитана исходя из заданных параметров винтовых канавок, особенно при больших углах подъема винтовой линии. Винтовые поверхности фрезеруют при одновременном относительном вращательно-поступательном движении заготовки и инструмента. При фрезеровании винтовых канавок заготовку закрепляют в делительной головке, включенной в кинематическую цепь станка, настроенного на заданный угол и шаг винтовой линии. При фрезеровании винтовых канавок на конической поверхности заготовку устанавливают под углом, близким к половине угла конуса Настроив станок на осредненный шаг винтовой линии, угол поворота незакрепленного стола корректируют копиром-угольником в процессе продольного движения.
На фрезерных станках с ЧПУ фрезеруют винтовые канавки на конической поверхности заготовки, повернутой в горизонтальной плоскости на угол винтовой линии  , но без наклона оси в вертикальной плоскости. При этом переменный шаг винтовых канавок и их глубину корректируют по программе.
, но без наклона оси в вертикальной плоскости. При этом переменный шаг винтовых канавок и их глубину корректируют по программе.
Резьбы крупного шага и большой длины фрезеруют монолитными или сборными дисковыми резьбовыми фрезами при непрерывном вращении и осевом перемещении заготовки. Требуемой глубины резьбы достигают установкой соответствующего межцентрового расстояния за пределами детали.
Производительность фрезерования резьбы гребенчатыми фрезами ниже производительности нарезания резьбы головками и метчиками, а тем более накатывания. Фрезеруют резьбы: крупных деталей, закрепление которых на других станках невозможно; пересеченных шпоночными пазами или лысками; тонкостенных деталей; с ограниченным сбегом. Резьбофрезерование обеспечивает поле допуска  и параметр шероховатости
и параметр шероховатости  = 5 -=- 2,5 мкм Гребенчатой фрезой определенного шаг и длины можно фрезеровать все наружные резьбы данного шага независимо от их диаметра. Эффективность резьбофрезерования возрастает с применением фрез, армированных твердым сплавом, и сборных фрез внутреннего касания, например, с дисковыми гребенками. Для последних требуются специальные резьбофрезерные станки.
= 5 -=- 2,5 мкм Гребенчатой фрезой определенного шаг и длины можно фрезеровать все наружные резьбы данного шага независимо от их диаметра. Эффективность резьбофрезерования возрастает с применением фрез, армированных твердым сплавом, и сборных фрез внутреннего касания, например, с дисковыми гребенками. Для последних требуются специальные резьбофрезерные станки.
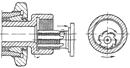
Рис. 191. Схема фрезерования внутренней резьбы гребенчатой фрезой
Интенсификация фрезерной обработки. Оснащение фрезерных станков специальными линейками с визирами и устройством цифровой индикации повышает точность выполнения фрезерных операций по трем координатам до сотых долей миллиметра, значительно упрощает обслуживание станка и повышает производительность труда.
Токарная обработка валов малого размера (валиков) на револьверных станках и автоматах (полуавтоматах)
Валы малого размера изготавливаются из прутков. Револьверные станки и автоматы предназначены для многоинструментальной обработки. Наладка станков включает большое количество режущих инструментов настроенных на размер, что позволяет вести обработку деталей сложной формы и совмещать переходы при обработке. Это исключает затраты времени на установку и настройку режущего инструмента при обработке различных поверхностей. Таким образом, станок настраивается один раз для обработки детали в целом.
Дата добавления: 2015-04-18; просмотров: 81; Мы поможем в написании вашей работы!; Нарушение авторских прав |