КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Особенности конструкций некоторых основных типов метчиков
. Несмотря на простоту конструкций метчиков, в практике нашли применение различные варианты их исполнения применительно к решению конкретных задач производства. Насчитывается более 12 вариантов исполнения машинных метчиков, часть из которых представлена на рис. 11, а - и. Ниже даны краткие характеристики конструкций метчиков, нашедших наибольшее практическое применение.
Слесарные (ручные) метчики предназначены для нарезания резьб вручную. Они изготавливаются из инструментальных сталей комплектами из двух или трех метчиков, у которых резьба получена накаткой роликами. Класс точности метчика невысокий (4-й класс).
Машинные и машинно-ручные метчики используются на сверлильных, токарных и агрегатных станках для нарезания метрической резьбы М2...М24 в заготовках из стали прочностью до 800 МПа, латуни, чугуна, в сквозных и глухих отверстиях. Размеры таких метчиков стандартизованы. Материал режущей части метчиков - сталь Р6М5, резьба шлифованная и затылованная. Машинно-ручные метчики выпускаются комплектами из двух или трех номеров и могут использоваться также при нарезании резьбы вручную.
Метчики с шахматным расположением зубьеврекомендуется использовать для нарезания резьбы в вязких материалах, так как они исключают заклинивание витков инструмента в процессе резания вследствие уменьшения сил трения. При этом срезание зубьев метчика осуществляется обычно только на его калибрующей части. При обработке малопрочных вязких материалов зубья срезаются как на 1/3 длины заборной части, так и по всей ее длине. Практика показывает, что эффект уменьшения сил трения тем выше, чем больше шаг резьбы.
Метчики с укороченной стружечной канавкойили, как их часто называют, бесканавочные имеют короткие канавки переменной глубины с углом наклона дна канавки к оси ψ = 5...10° и осевым углом λ = 9...12°. По сравнению с обычными метчиками эти метчики из-за большого поперечного сечения более прочные. Длина канавок примерно равна удвоенной длине заборного конуса. Во избежание повышенного момента трения из-за отсутствия канавок на большей длине незатылованной калибрующей части делают большую обратную конусность по наружному диаметру (до 0,2 мм на 100 мм длины).
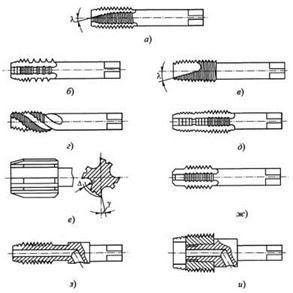
Рис. 11. Конструкции некоторых типов метчиков:
а - слесарный (ручной); б - с шахматным расположением зубьев;
в - бесканавочный; г - с винтовыми канавками;
д - ступенчатый; e - с режуще-выглаживающими зубьями;
ж - с направляющей частью; з - с внутренним подводом СОЖ;
и - колокольного типа
Такие метчики рекомендуется применять для нарезания резьб диаметром до 10 мм в сквозных отверстиях заготовок из труднообрабатываемыхлегированных сталей, вязких низкоуглеродистых сталей, цветных металлов и сплавов. Они обеспечивают также высокую точность и низкую шероховатость поверхности резьбы.
Метчики с винтовыми канавками, как было показано выше, рекомендуются для надежного удаления стружки в основном из глухих отверстий. При нарезании резьбы в сквозных отверстиях удаление стружки в направлении подачи метчика проще обеспечить путем подточки передней поверхности под осевым углом
Ступенчатые метчикиимеют двойную режущую часть и позволяют реализовать в одном метчике любую комбинацию схем резания. Например, первая часть, имеющая занижение по профилю, может обрабатывать резьбу по генераторной схеме, а вторая - по профильной. При этом можно нарезать высокоточные резьбы. Эта конструкция удобна и для таких комбинированных схем, в которых одна часть выполняет резание, а вторая - выглаживание резьбы.
Метчики с режуще-выглаживающими зубьями имеют перья с режущими и ведущими участками. Канавки, разделяющие режущие и ведущие части метчика, служат для подвода СОЖ и выхода абразивного круга при шлифовании профиля резьбы.
Метчики с направляющими частямиприменяются для обработки деталей с точным взаимным расположением поверхностей нескольких отверстий. У метчиков для сквозных отверстий направляющая часть располагается впереди режущей части, а для глухих - после калибрующей части. Направляющая часть, расположенная после калибрующей части, имеет увеличенный диаметр и требует применения кондукторной втулки.
Метчики с внутренним подводом СОЖимеют стойкость в 3...4 раза выше из-за лучших условий охлаждения, смазки и отвода стружки, но требуют специальных устройств для подвода СОЖ.
Метчики колокольного типа применяют при нарезании резьб в сквозных отверстиях крупных диаметров d = 50...400 мм в тяжелом машиностроении. Они выполняются цельными или составными. В последнем случае рабочая часть метчика насадная, состоящая из режущей и калибрующей частей. Внутренняя полость метчика обеспечивает подвод СОЖ и имеет большое пространство для размещения стружки. Число перьев у таких метчиков доходит до 16.
Гаечные метчики служат для нарезания сквозных резьб без свинчивания гаек путем их нанизывания на хвостовую часть. Для лучшего захода метчика в отверстие они имеют длинную заборную и короткую калибрующую части.

Рис. 12. Гаечные метчики
Из-за большой длины гаечных метчиков, затрудняющей их изготовление, особенно при шлифовании резьбы, их часто делают составными: отдельно изготавливают режущую и хвостовую части, а затем их соединяют сваркой трением, пайкой или с помощью резьбы.
Хвостовики гаечных метчиков изготавливают длинными прямыми или изогнутой формы (рис. 12. а, б). Метчики с изогнутыми хвостовиками применяют для нарезания резьбы в гайках на станках-автоматах с непрерывным циклом. Здесь заготовки гаек подаются из бункера в зону резания и после нарезания резьбы сходят по изогнутому хвостовику в лоток
Конические метчики. Особенность работы конических метчиков заключается в том, что нарезание резьбы происходит по всей длине метчика, равной длине резьбы. Калибрующая часть у конических метчиков отсутствует, что способствует появлению больших усилий резания. Нарезание резьбы, как правило, производится на станках с предохранительным устройством, срабатывающим в конце резания. Основные параметры метчиков подобны параметрам метчиков для цилиндрических резьб.
Метчик-протяжкапозволяет нарезать в сквозных отверстиях резьбу любых профилей и длины, с любым числом заходов. Метчик-протяжка по сравнению с обычными метчиками и резьбовыми резцами обеспечивает повышение производительности в несколько раз при высокой точности и низкой шероховатости резьбы.
Особенности конструкции метчика-протяжки:
1) хвостовик располагается впереди режущей части и метчик работает на растяжение;
2) рабочая часть метчика представляет собой коническую поверхность большой протяженности с зубьями, профиль которых соответствует профилю нарезаемой резьбы;
3) зубья по среднему диаметру не затылуются, а затачиваются только по задним поверхностям с двойной заточкой;
4) ширина режущих кромок по наружному диаметру переменная. Она уменьшается от первых зубьев к последним, т.е. используется генераторная схема резания;
5) стружечные канавки выполняют винтовыми: для правой резьбы - левые, для левой резьбы - правые;
6) в конце рабочей части метчика иногда предусматривают короткую калибрующую часть и задний хвостовик.
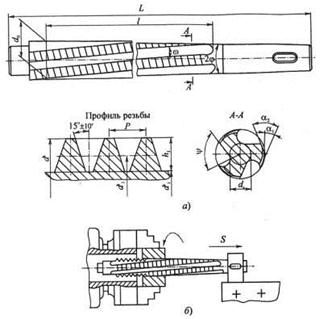
Рис. 13. Метчик-протяжка:
а - конструкция; б - схема протягивания внутренней резьбы
Нарезание резьбы обычно производится на токарном станке с n = 18...40 об/мин и v = 2...3 м/мин. Хвостовик метчика с помощью клина крепят на суппорте станка. Перед протягиванием заготовку надевают на метчик и зажимают в самоцентрирующем патроне станка (рис. 13, б) и приводят во вращение. При этом шпиндель станка включают на обратный ход и суппорт перемещается вправо с подачей на один оборот, равной шагу нарезаемой резьбы.
При нарезании резьбы в высокопрочных материалах рабочую часть метчика-протяжки делят на ступени. При этом каждая ступень имеет режущую и калибрующую части, а проточки между ступенями служат для выхода стружки.
Резьбовые резцы применяются для нарезания всех видов резьб и обладают следующими достоинствами: простотой конструкции, технологичностью и универсальностью. Последнее достоинство заключается в том, что одним и тем же резцом можно нарезать на цилиндрической и конической поверхностях наружную и внутреннюю резьбы различного диаметра и шага.
Резьбовые резцы работают по методу копирования, поэтому профиль их режущих кромок должен соответствовать профилю впадины нарезаемой резьбы. С целью повышения производительности иногда используется также генераторная схема резания.
Удаление припуска в процессе резьбонарезания производится в условиях несвободного резания при большой степени деформации снимаемого материала. При этом формирование резьбы осуществляется, как правило, за несколько проходов при малых сечениях срезаемой стружки. В связи с этим производительность процесса резьбонарезания низка, поэтому резьбовые резцы в основном применяются в единичном и мелкосерийном производствах.
Гребенки (рис. 3) - это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб с мелким шагом, т.е. резьб с небольшой высотой профиля.
Гребенчатые фрезы применяются для нарезания остроугольных наружных и внутренних резьб с мелким шагом на цилиндрических и конических поверхностях заготовок. По сути, они представляют собой набор дисковых фрез, выполненных за одно целое на одном корпусе с профилем зубьев, соответствующим профилю резьбы. Поэтому канавки между фрезами кольцевые. Для образования зубьев вдоль оси фрезы прорезаны либо прямые, либо винтовые стружечные канавки. Для образования задних углов зубья затылуют по архимедовой спирали.
Дисковые фрезы нашли применение при нарезании резьб больших глубин, диаметров и длины. Например, их часто используют при нарезании резьб червяков, ходовых винтов и т.п. Благодаря тому, что фрезы являются многозубыми инструментами, работают с большими подачами и нарезают резьбу за один проход, их производительность по сравнению с резцами значительно выше.
Головки для охватывающего («вихревого»)фрезерования резьбы применяются в тяжелом машиностроении для скоростного нарезания крупных резьб на ходовых винтах длиной до 10 000 мм и диаметром до 1000 мм. Схема головки для охватывающего фрезерования показана на рис. 7. Она имеет достаточно сложную конструкцию и устанавливается на суппорте токарного станка с наклоном к оси заготовки под углом подъема резьбы т. Головка с установленными в ней твердосплавными резцами охватывает заготовку и приводится во вращение от индивидуального привода со скоростью 100...450 м/мин.
Резьбонарезная плашка - это гайка, превращенная в режущий инструмент путем сверления стружечных отверстий и формирования на зубьях режущих перьев передних и задних углов.
Плашки применяют для нарезания наружных резьб на болтах, винтах, шпильках и других крепежных деталях. По форме наружной поверхности плашки бывают: круглые, квадратные, шестигранные, трубные. Для слесарных работ они делаются разрезными и зажимаются в воротках.
Самое широкое применение нашли плашки круглые, как наиболее технологичные и простые в эксплуатации. Они изготавливаются из калиброванных прутков быстрорежущей стали на токарных прутковых станках-автоматах.
Дата добавления: 2015-04-18; просмотров: 113; Мы поможем в написании вашей работы!; Нарушение авторских прав |