КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Источники питания переменного тока. Устройства, принцип работы.
Источники питания электрической сварочной дуги разделяются по следующим признакам:
1) по роду тока — источники постоянного тока (преобразователи, агрегаты и выпрямители) и переменного тока (сварочные трансформаторы) ;
2) по числу одновременно подключаемых сварочных постов — однопостовые и многопостовые;
3) по назначению — источники для ручной сварки открытой дугой, автоматической и полуавтоматической сварки под флюсом, сварки в защитных газах, электрошлаковой сварки и плазменной резки и источники тока специального назначения (сварка трехфазной дугой, многодуговая сварка и пр.);
4) по принципу действия и конструктивному выполнению:
сварочные трансформаторы с нормальным магнитным рассеянием и отдельным дросселем (реактивной катушкой) на отдельном или общем сердечнике:
сварочные трансформаторы с искусственно увеличенным магнитным рассеянием — с подвижным магнитным шунтом и подвижными обмотками;
преобразователи— с независимой намагничивающей и последовательной размагничивающей обмотками, с намагничивающей параллельной и размагничивающей последовательной обмотками, с расщепленными полюсами, с жесткой характеристикой, универсальные;
агрегаты— генераторы с двигателями внутреннего сгорания;
сварочные выпрямители — с селеновыми вентилями, с кремниевыми вентилями, многопостовые, однопостовые, с падающими или жесткими характеристиками, универсальные.
Устойчивое горение дуги возможно в том случае, если источники сварочного тока будут обладать падающей внешней характеристикой, т е. когда напряжение на зажимах источника будет снижаться при увеличении силы тока;
5) по характеру привода — источники с электрическим приводом и независимым приводом (от двигателя внутреннего сгорания);
6) по способу установки и монтажа — стационарные и передвижные.
Выбор источника питания сварочной дуги обусловливается способом сварки, характером производства, свойствами свариваемых металлов, условиями работы источника, применяемыми электродами.
Для ручной дуговой сварки применяют любые источники питания с крутопадающей внешней характеристикой; для автоматической и полуавтоматической сварки под флюсом — источники питания большой мощности с пологопадающими, а иногда с жесткими характеристиками; для сварка в среде газообразной двуокиси углерода (углекислого газа) — источники питания постоянного тока с жесткими или возрастающими характеристиками.
Стационарные сварочные посты в цехах и мастерских обычно питаются от многопостовых источников питания (преобразователей или выпрямителей); сварочные посты, расположенные на значительном расстоянии друг от друга, комплектуют однопостовыми источниками питания.
Конструкции из малоуглеродистых сталей можно сваривать дугой, питающейся от любого источника; изделия из легированных сталей требуют применения сварки постоянным током при обратной полярности; источники постоянного тока используют также для сварки цветных металлов, чугуна, для наплавки и плазменной резки.
Для сварочных работ в закрытых, отапливаемых помещениях целесообразно использовать сварочные выпрямители, более чувствительные к температурным изменениям; на открытом воздухе лучше эксплуатировать преобразователи и трансформаторы. Универсальные источники питания применяют там, где часто изменяется характер свариваемых изделий. В местах, где отсутствуют электрические сети (в полевых условиях), используют сварочные агрегаты (с двигателями внутреннего сгорания); эти же агрегаты можно применять для сварки ответственных конструкций в тех случаях, когда сильно колеблется напряжение питающей сети. Для работы в условиях повышенной влажности и тропического климата используют специальные источники.
Источники питания переменного тока. Установки переменного тока подразделяются на однофазные и трехфазные, на установки, создающие электродугу промышленной частоты (50 Гц) и более высокой частоты. К однофазным сварочным установкам переменного тока промышленной частоты относятся сварочные трансформаторы, к трехфазным установкам — специальные трансформаторы или однофазные трансформаторы, включенные по трехфазной схеме.
Применяемые на заготовительных предприятиях и на строительно-монтажных площадках сварочные аппараты переменного тока разделяют на четыре основные группы:
1) сварочные аппараты с отдельным дросселем;
2) сварочные аппараты со встроенным дросселем;
3) сварочные аппараты с подвижным магнитным шпунтом;
4) сварочные аппараты с увеличенным магнитным рассеянием
и подвижной обмоткой.
Аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60—70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования силы сварочного тока.
При ручной дуговой сварке широко применяют трансформаторы с отдельным дросселем СТЭ-24у и СТЭ-34у, которые несложны по устройству и безопасны в работе (табл. 209).
Сварочные аппараты СТН со встроенным дросселем предназначены для ручной дуговой сварки.
Сварочпые аппараты ТСД имеют дистанционное управление для регулирования силы сварочного тока. Применяют их главным образом при автоматической сварке.

Таблица 209. ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ АППАРАТОВ С ДРОССЕЛЕМ

Для работы в монтажных условиях рекомендуются сварочные аппараты легкого типа СТШ-250 (табл. 210). Эти аппараты имеют магнитный шунт, состоящий из двух половин, которые могут сдвигаться и раздвигаться. При полностью сдвинутых половинах шунта сила сварочного тока минимальна.
Таблица 210. ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ АППАРАТОВ СТШ
| Марка аппар ата | Потребляемая МОЩНОСТЬ, кВ-А | Вторичное напряжение, В | Пределы регулирования силы сварочного тока. А | Масса, кг |
| СТШ-250 | 15,3 | 80—260 | ||
| СТШ-300 | 20,5 | 110—405 | ||
| СТШ-500 | 145—650 | |||
| СТШ-500-80 | 44,5 | 60—800 |
В сварочных аппаратах с увеличенным магнитным рассеянием и подвижной обмоткой (табл. 211) регулирование силы сварочного тока осуществляется путем изменения расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сила сварочного тока уменьшается. У трансформаторов ТС, ТСК и ТД обмотш алюминиевые.
Таблица 211. ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ АППАРАТОВ С УВЕЛИЧЕННЫМ МАГНИТНЫМ РАССЕЯНИЕМ И ПОДВИЖНОЙ ОБМОТКОЙ

В условиях строительно-монтажных площадок удобны трансформаторы ТД-304, имеющие дополнительную приставку для дистанционного регулирования силы сварочного тока.
Промышленность выпускает также переносные сварочные аппараты ТСП-1 и ТСП-2, очень удобные для применения на объектах монтажа. Они предназначены для сварки коротких швов, прихваток, т.е. для сварки с большими перерывами.
Сварочный аппарат ТСП-1 имеет массу 35 кг, пределы регулирования силы сварочного тока 105—180 А. Аппарат ТСП-2 имеет массу 63 кг, номинальная сила тока 300 А.
Трехфазные сварочные аппараты используют при сварке трехфазной дугой спаренными электродами. Трехфазные сварочные аппараты отличаются большой экономичностью применения — их КПД достигает 0,9, однако ввиду сложности сварочного оборудования и невозможности выполнения сварки в потолочном и вертикальном Положениях эта сварка имеет ограниченное применение.
Для получения большой силы сварочного тока используют параллельное включение трансформаторов с одинаковыми внешними Характеристиками и одинаковым напряжением первичной и вторичной цепи.
Для получения токов высокой частоты и высокого напряжения применяют осцилляторы ОСПЗ-2М и др., включаемые непосредственно в питающую сеть напряжением 220 В. Осциллятор состоит из повышающего трансформатора ПТ и колебательного контура. Трансформатор повышает напряжение с 220 до 6000 В. Потребляемая мощность 45 Вт. Колебательный контур вырабатывает высокочастотный ток. При использовании осциллятора дуга загорается даже без прикосновения электрода к изделию (при зазоре 1—2 мм).
Осциллятор применяют при аргонодуговой сварке, при сварке Дугой малой мощности, при падении напряжения в сети, питающей сварочную установку, так как падение напряжения создает неустойчивость зажигания дуги. Осциллятор подключают к клеммам вторичной обмотки трансформатора проводами сечением 1,5 мм2, а в сварочную цепь — одножильным высоковольтным проводом такого же сечения с металлической экранировкой. Металлический корпус осциллятора должен быть заземлен. Габаритные размеры осциллятора 250X170X110 мм, масса 6,5 кг,
Источники питания постоянного тока— сварочные выпрямители, сварочные преобразователи и сварочные агрегаты с приводом от двигателя внутреннего сгорания.
Сварочный выпрямитель представляет собой аппарат, преобразующий переменный ток в постоянный (пульсирующий) с помощью полупроводниковых селеновых и кремниевых вентилей. Он состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
Преимуществами выпрямителей являются высокий КПД, относительно небольшие потери холостого хода, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса и возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей опасны продолжительные короткие замыкания и они чувствительны к колебаниям напряжения в сети. Сварочные- выпрямители являются более экономичными по сравнению со сварочными преобразователями. В табл. 212 приведены технические данные выпрямителей.
Сварочные выпрямители ВС и ВДГс жесткой внешней характеристикой предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты по устройству и надежны в работе.
Выпрямители с падающими внешними характеристиками выпускают типов ВСС, ВКС и ВД.
Сварочные выпрямители ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги автоматической и полуавтоматической сварки под флюсом, в защитном газе, порошковой проволокой, а также при ручной дуговой сварке.
Для выполнения сварочных работ на объектах Институт электросварки им. Е. О. Патона разработал переносной сварочный выпрямитель ВЖ-2М, предназначенный для питания автоматов и полуавтоматов при сварке открытой дугой в защитном газе стыков труб диаметром 20—100 мм. Масса выпрямителя 50 кг. Внешняя характеристика — пологопадающая; число ступеней регулирования — 9. Сварочные выпрямители через каждые 3 мес. необходимо очищать от грязи и пыли продувкой сжатым воздухом. Все трущиеся части механизмов выпрямителя смазывают 2 раза в год. Вентилятор должен быть всегда исправным во избежание перегрева полупроводниковых элементов и выхода из строя выпрямителя.
Сварочные преобразователи постоянного тока состоят из асинхронного электродвигателя и генератора постоянного тока, собранных в одном корпусе. Ротор двигателя и якорь генератора находятся на одном валу. Преобразователь устанавливают на раме или на колесах. Сварочные преобразователи подразделяются на однопосто-вые и многопостовые, стационарные и передвижные.
При выполнении строительно-монтажных работ широко применяется передвижной сварочный преобразователь ПСО-500. Он предназначен для ручной дуговой сварки, полуавтоматической и автоматической сварки под слоем флюса. В табл. 213 приведены технические данные некоторых сварочных накопителей.
Таблица 212. Технические данные сварочных выпрямителей

Таблица 213. СВАРОЧНЫЕ ПРЕОБРАЗОВАТЕЛИ
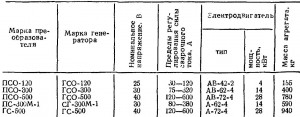
Сварочные агрегаты (преобразователи) применяют для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, в полевых условиях и др.). Агрегат можег быть установлен в кузове автомашины, на автомобильном или тракторном прицепе. Они различаются по мощности, типу двигателя (бензиновые карбюраторные, дизельные), способу транспортирования и отдельным элементам конструкции. Технические данные сварочных агрегатов приведены в табл. 214.
Выпускают также универсальные сварочные преобразователи ПСУ-300 и ПСУ-500-2, предназначенные для ручной сварки, автомагической под флюсом, автоматической и полуавтоматической в защитном газе. В этих преобразователях путем переключения независимой и последовательной обмоток генератора можно создавать размагничивающий и подмагничивающий поток и вследствие этого получать падающую или жесткую характеристику.
Таблица 214 ТЕХНИЧЕСКИЕ ДАННЫЕ СВАРОЧНЫХ АГРЕГАТОВ (ПРЕОБРАЗОВАТЕЛЕЙ)

Дата добавления: 2015-04-18; просмотров: 219; Мы поможем в написании вашей работы!; Нарушение авторских прав |