КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Последовательность выполнения работы
1. Изучите виды слесарных работ, режущий инструмент и приспо- собления для закрепления заготовки [6]. Ознакомьтесь с материалами де- монстрационных стендов.
2. Прослушайте вводный инструктаж мастера. Проследите за выпол- нением учебным мастером приемов выполнения конкретных слесарных операций и последовательности операций при выполнении комплексных работ.
3. Выполните упражнения по слесарным операциям или комплекс- ную работу под руководством учебного мастера в ходе текущего инструк- тажа по технологическим картам 4.10 – 4.12.
4. Сдайте выполненную работу учебному мастеру и преподавателю и получите индивидуальное домашнее задание.
5. Выполните отчет в соответствии с индивидуальным заданием пре-
подавателя.
Содержание отчета
Содержание отчета по упражнению.
1.1. Наименование работы.
1.2. Формулировка и исходные данные индивидуального задания.
Задание: «Описать технологию выполнения упражнения, характери- стики используемого оборудования и оснастки и представить результаты измерения размеров изготовленной детали».
1.3. Технологический эскиз обработки по упражнению «……».
1.4. Технологический метод слесарной обработки, область примене-
ния.
1.5. Эскиз технологического перехода (по заданию преподавателя).
1.6. Используемое на технологическом переходе оборудование, ре- жущий, вспомогательный и измерительный инструмент, технологическая оснастка.
1.7. Результаты измерения изготовленного образца по форме табли-
цы 4.4.
1.8. Выводы.
Содержание отчета по комплексной работе.
2.1. Наименование работы.
2.2. Формулировка и исходные данные индивидуального задания.
Задание: «Описать технологию изготовления детали (изделия), пе- речни и характеристики используемого оборудования и оснастки, предста- вить результаты контроля размеров».
2.3. Чертеж детали «……».
2.4. Перечень технологических методов слесарной обработки, ис-
пользуемых при изготовлении детали.
2.5. Наименование и характеристика технологического оборудова- ния: наименование, модель, технологические возможности, части и узлы станка.
2.6. Эскиз технологического перехода с указанием получаемого раз- мера и шероховатости обработанной поверхности (дается по заданию пре- подавателя).
2.7. Перечень применяемых при выполнении технологического пере- хода приспособлений, режущих, вспомогательных и измерительных инст- рументов.
2.8. Результаты контроля размеров изготовленного изделия, пред-
ставленные по форме табл. 4.4.
2.9. Выводы.

 Технологическая карта опиливания плоскости
Технологическая карта опиливания плоскости
Технологический эскиз опиливания плоскости бруска
 Материал: сталь Ст. 3 Заготовка – брусок: a×b×h
На поверхности А нанесены керны (3–4 углубления) глубиной до 1 мм.
Материал: сталь Ст. 3 Заготовка – брусок: a×b×h
На поверхности А нанесены керны (3–4 углубления) глубиной до 1 мм.
| |||||
| Но- мер пере- хода | Содержание перехода | Эскиз перехода | Режущий ин- струмент и оснастка | Режим обра- ботки | Измери- тельный инстру- мент |
| Установить и закрепить заготовку | Верстак, сле- сарные плос- копараллель- ные тиски | ||||
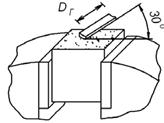
| Опилить поверхность А перекре- стными штрихами до удаления накернен- ных углуб- лений | Напильник плоский № 2 | под уг- лом 30– 40о к плоско- сти гу- бок тис- ков |

| Но- мер пере- хода | Содержание перехода | Эскиз перехода | Режущий ин- струмент и оснастка | Режим обра- ботки | Измери- тельный инстру- мент |
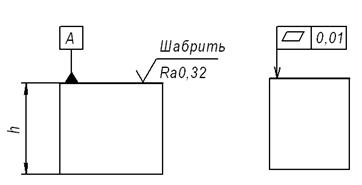
| Контроли- ровать: размер h, отклонение от перпен- дикулярно- сти плоско- сти А к сто- ронам B и C не более 0,1 мм; неплоскост- ность по- верхности А не более 0,1 мм |


| штан- генцир- куль 0–125 мм; угольник 90о; щуп 0,1 мм | |||
| Опилить плоскость А до шерохо- ватости Rz6,3 мкм | Напильник плоский № 2 | пере- крест- ными штри- хами | Эталоны шерохо- ватости | ||
| Притупить острые кромки | Напильник плоский № 3 |

 Технологическая карта шабрения плоскости
Технологическая карта шабрения плоскости
Технологический эскиз шабрения плоскости А бруска
 Материал: сталь Ст. 3 Заготовка – брусок: a×b×h
Материал: сталь Ст. 3 Заготовка – брусок: a×b×h
| |||||
| Но- мер пере- хода | Содержание перехода | Эскиз перехода | Режу- щий ин- стру- мент и оснастка | Режим обра- ботки | Измери- тельный инстру- мент |
| Нанести краску тонким слоем на поверхность по- верочной плиты. Наложить заго- товку плоско- стью А на плиту и круговыми движениями ее окрасить. |
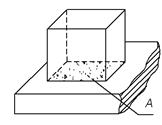
| Верстак, пове- рочная плита | |||
| Установить и закрепить заготовку | Верстак, слесар- ные тиски | ||||
| Шабрить плос- кость А, удаляя окрашенные места | Шабер плоский, L = 200 мм | Пере- крест- ный штрих, длина хода 2–3 мм |

| Но- мер пере- хода | Содержание перехода | Эскиз перехода | Режу- щий ин- стру- мент и оснастка | Режим обра- ботки | Измери- тельный инстру- мент |
| Раскрепить, снять заготовку, протереть по- верхность А, удалив остатки краски и струж- ку | |||||
| Повторить переход 1 | Верстак, пове- рочная плита | ||||
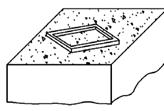
| Наложить рам- ку на поверх- ность А, сосчи- тать число пятен на площади кон- трольной рамки | Пове- рочная рамка 25×25 мм, эта- лоны шеро- ховато- сти | ||||
| Продолжить переходы 2–6 до обеспечения 10– 13 пятен в пре- делах площади рамки | Вер- стак, тиски, шабер пло- ский, L = 200 мм | Пове- рочная рамка, эталоны шеро- ховато- сти |
 Технологическая карта изготовления детали «Ушко»
Технологическая карта изготовления детали «Ушко»
методами слесарной обработки
Чертеж детали
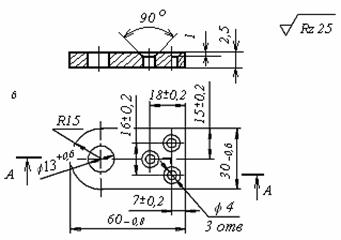 Материал: сталь Ст. 3 Размеры заготовки: 35×65×2,5
Материал: сталь Ст. 3 Размеры заготовки: 35×65×2,5
| |||||
| Но- мер пере- хода | Содержание перехода | Эскиз перехода | Режущий ин- струмент и оснастка | Режим обработ- ки | Измери- тельный инстру- мент |
| Править (рихтовать) заготовку | Правильная плита, моло- ток | Лекаль- ная ли- нейка | |||
| Установить и закрепить заготовку | Верстак, тис- ки слесарные | Линейка 0–150 мм | |||
| Опилить по- следователь- но грани 1 и 2 под углом 90о | Напильник плоский, № 2, длиной 250 мм | Уголь- ник 90о | |||
| Разметить заготовку в соответствии с эскизом | Линейка, чер- тилка, кернер, молоток, циркуль разметочный | Штан- генцир- куль 0–200 мм |


| Отрезать уг- лы заготовки и припуски на стороны по разметке | Ножницы рычажные | Штан- генцир- куль 0–200 мм | |||
| Установить и закрепить заготовку | Верстак, тиски слесарные | Линейка 0–150 мм | |||
| Опилить за- готовку по контуру с переуста- новкой в тисках | Напильник плоский, № 2, длиной 250 мм | Штан- генцир- куль 0–200 мм, шаб- лон R 15 | |||
| Установить и закрепить заготовку |
| Настольно- сверлильный станок, машинные тиски | |||
| Установить и закрепить спиральное сверло Ø 4 мм | Сверло спи- ральное Ø 4мм, 3-х ку- лачковый па- трон | ||||
| Сверлить по разметке 4 отверстия Ø4 мм | Настольно- сверлильный станок, сверло спи- ральное Ø 4мм, 3-х ку- лачковый па- трон | n = 710 об/мин, подача – ручная | Штан- генцир- куль 0–150 мм | ||
| Снять спи- ральное сверло и ус- тановить ко- ническую зенковку | Зенковка ко- ническая с уг- лом конуса 90о, 3-х ку- лачковый патрон |


| Зенковать 3 отверстия на глубину 1 мм | – // – | n = 710 об/мин, подача – ручная | Шаблон 90о× 1 мм | ||
| Снять зен- ковку и ус- тановить спиральное сверло, пе- реустано- вить заго- товку | Спиральное сверло Ø13 мм, переход- ная втулка, машинные тиски | ||||
| Рассверлить отверстие Ø 13 мм | – // – | n = 280 об/мин, подача – ручная | Штан- генцир- куль 0–150 мм | ||
| Раскрепить и снять заго- товку со станка, за- крепить за- готовку в слесарных тисках |

| Верстак, тиски слесарные | Штан- генцир- куль 0–150 мм | ||
| Опилить плоскости А и Б заготов- ки, обеспе- чивая задан- ную шеро- ховатость | Верстак, тис- ки слесарные, напильник плоский № 3, L = 250 мм. | Обра- ботка перекре- стным движе- нием | Эталоны шерохо- ватости | ||
| Раскрепить, снять заго- товку, кон- тролировать размеры | Штан- генцир- куль, шаблон R 15 мм |
ЛИТЕРАТУРА
1. Технология конструкционных материалов: Учебник / Под общей ред. А. М. Дальского. – М.: Машиностроение, 2005. – 592 с.
2. Технология конструкционных материалов: Учеб. пособие для вузов / Под ред. М. А. Шатерина. – СПб.: Политехника, 2005. –597 с.
3. Барон Ю. М., Дзельтен Г. П. Технология конструкционных материалов: Упражнения и задачи. – СПб.: Изд-во СПбГТУ, 2000. – 93 с.
4. Гальванические покрытия в машиностроении: Справочник, в 2-х томах / Под ред. М. А. Шлугера, Л. Д. Тока. – М.: Машиностроение, 1985.
5. Островский В. И. Теория резания металлов. Расчет оптимальных режимов резания: Учеб. пособие. – Л.: СЗПИ, 1980. – 68 с.
6. Покровский Б. С. Слесарное дело: Учебник для образов. учреждений начального проф. образования / Б. С. Покровский, В. А. Скакун. – М.: Академия, 2006. – 316 с.
7. Практикум в учебных мастерских и технология конструкционных материалов: учебное пособие для вузов. – М.: Просвещение, 1986. – 191 с.
8. Розенфельд И. Л., Рубинштейн Ф. И., Жигалова К. А. Защита металлов от коррозии лакокрасочными покрытиями. – М.: Химия, 1987.
9. Справочник по электрохимическим и электрофизическим методам обработки / Под ред. В. А. Волосатова. – Л.: Машиностроение,
1988.
10. Справочник технолога–машиностроителя в 2-х т. Т. 2 / Под ред.
Л. Г. Косиловой и А. Г. Мещерякова. – М.: Машиностроение, 1985. – 496 с.
11. Технология машиностроения: В 2-х кн. Кн. 1. Основы технологии машиностроения: Учебн. пособие для вузов / Э. Л. Жуков и др.; Под ред. С. Л. Мурашкина. – М.: Высш. шк., 2003. – 278 с.
12. Технология машиностроения: В 2-х кн. Кн. 2. Основы технологии машиностроения: Учебн. пособие для вузов / Э. Л. Жуков и др.; Под ред. С. Л. Мурашкина. – М.: Высш. шк., 2003. – 295 с.

Дата добавления: 2014-11-13; просмотров: 210; Мы поможем в написании вашей работы!; Нарушение авторских прав |