КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Энергетические насосы.
Энергетические насосы, непосредственно работающие в тепловой схеме ТЭС и АЭС, являются сложными и мощными агрегатами.
Питательные насосыотносятся к основному энергетическому оборудованию ТЭС. В связи с этим конструкции таких насосов должны обеспечивать:
1) длительную надежную эксплуатацию (не менее 10 000 ч) без замены основных деталей и снижения параметров;
2) полную внешнюю герметичность и отсутствие перетоков в уплотнительных стыках;
3) свободное температурное расширение без нарушения центровки и динамической устойчивости ротора во всем диапазоне работы;
4) свободное вращение ротора при частичном парообразовании в проточной части;
5) удобство сборки-разборки, эксплуатации и ремонта;
6) возможность отбора определенного количества воды от промежуточной ступени.
Питательные насосы должны иметь стабильную форму напорной характеристики с крутизной 15—20%.
В качестве привода наибольшее распространение получили асинхронные электродвигатели. При мощности более 8000 кВт обычно применяют турбинный привод.
По ГОСТ 7363-65 питательные электронасосы выпускают на парамерты: Q = 35÷ 720 м3/ч; рк =56÷ 200 кгс/см2; псинх =3000 об/мин; турбонасосы выпускают с параметрами Q=380÷ 1500 м3/ч; рк=185÷ 350 кгс/см2.
В питательных электронасосных агрегатах некоторых типов применяют гидромуфту и повышающий редуктор.
Насосы отечественного производства с давлением нагнетания менее 150 кгс/см2 имеют обычную однокорпусную конструкцию секционного типа. При более высоких давлениях общепринятой является двухкорпусная конструкция. Конструктивное исполнение турбонасосов и электронасосов содержит много общих решений. Проточная часть всех питательных насосов выполнена из хромистой стали.
На рис. 67 приведена типовая конструкция двухкорпусного насоса ПЭ580-185/200. В кованом наружном корпусе из углеродистой стали с приварными патрубками, лапами и направляющими шпонками расположен узел внутреннего

корпуса с ротором. Со стороны входа корпус закрыт крышкой с приваренным к ней полуспиральным подводом. С другой стороны наружный корпус закрыт крышкой нагнетания. Стыки с высоким давлением уплотнены плоской металлической прокладкой.
Внутренний корпус состоит из секций, стыки которых уплотняются под действием силы давления, развиваемого насосом. Для отбора жидкости от третьей ступени в теле первых трех секций выполнено по шесть сверлений, по которым вода поступает в камеру между наружным и внутренним корпусами. Из камеры по сверлению в наружном корпусе вода подводится к трубопроводу отбора.
Рабочие колеса посажены на вал по скользящей посадке второго класса точности. Рабочее колесо первой ступени имеет повышенную всасывающую способность, остальные колеса имеют одинаковую проточную часть. Осевое усилие ротора воспринимается гидравлической пятой.
Концевые уплотнения насоса щелевого типа с промежуточным подводом и отводом конденсата. Опорами ротора являются подшипники скольжения с принудительной смазкой. Со стороны свободного конца вала предусмотрен упор ротора с визуальным указателем осевого сдвига. В насосе имеется специальное устройство для прогрева его в состоянии «горячего резерва».
Зарубежные насосостроительные фирмы выпускают однокорпусные питательные насосы для давлений нагнетания  200 кгс/см2.
200 кгс/см2.
На рис. 68 показана конструкция высоконапорного насоса фирмы КСБ (ФРГ). Для уменьшения числа ступеней насоса повышают частоту вращения (п > 3000 об/мин). Основные детали насоса изготовлены из хромистой стали. Секции корпуса имеют наружные бандажи из углеродистой стали. Стыки секций уплотняются за счет металлического контакта. Однокорпусная конструкция дает возможность легко осуществить отбор жидкости от двух ступеней насоса. В насосе применено комбинированное разгрузочное устройство, состоящее из двух барабанов. Торец второго барабана и подушка пяты образуют торцовую щель малой протяженности. Остаточное осевое усилие на нерасчетных режимах воспринимается упорным подшипником скольжения. Концевые уплотнения насоса торцового типа. Перед уплотнением установлен лабиринтный насос, который обеспечивает циркуляцию жидкости через холодильник. Опорами ротора служат подшипники скольжения с принудительной смазкой. Вкладыши посажены в корпусе по сферической расточке.
Для некоторых тепловых схем ТЭС при недопустимости выхода наружу перекачиваемой жидкости (питательные насосы АЭС) предпочтение отдается двухкорпусной конструкции насоса с развитыми концевыми уплотнениями (рис. 69). Насос фирмы Зульцер имеет следующие параметры: Q =1150 м3/ч; п = 8650 об/мин; Н = 1157 м; N = 4600 кВт, D2 = 340 мм для первой ступени; Н= 766 м,
N = 3000 кВт, D2 = 290 мм для второй ступени.
Конструктивными особенностями данного насоса является малое число ступеней, отсутствие сильно нагруженной напорной крышки, удобство сборки и разборки.

Ротор насоса имеет повышенную жесткость. Число ступеней выбрано по пределу прочности материала из условия обеспечения удельной быстроходности ступеней ns = 100÷ 120. Осевое усилие уравновешивается разгрузочным барабаном. Остаточные неуравновешенные усилия воспринимаются двусторонним упорным подшипником скольжения. Насос соединен с приводом упругой муфтой с металлическим элементом.
Уплотнение стыка внутреннего корпуса между полостями высокого и низкого давления осуществляется самоуплотняющимся пакетом асбестовых манжет, надежно работающем при перепаде давления 520 кгс/см2 и температуре до 160° С. Со стороны низкого давления выполнено сильфонное уплотнение. Осевое усилие статора воспринимается разрезным упорным кольцом.
В качестве концевых применены лабиринтные щелевые уплотнения. Ротор при неработающем насосе уплотняется сегментами, прижимающимися к втулке витыми пружинами. При частоте вращения 660 об/мин под действием центробежных сил эти уплотнения раскрываются, и начинает работать щелевое уплотнение. Для уменьшения утечек на втулках уплотнений и разгрузочном барабане выполнены кольцевые канавки.
Опорные подшипники скольжения максимально приближены к рабочим колесам для уменьшения пролета вала.
Надежность и долговечность работы мощных питательных насосов в некоторых случаях повышают даже за счет некоторого снижения экономичности.
1. Применяют высокооборотные питательные насосы с минимальным числом ступеней, обусловленным прочностью и коэффициентом быстроходности ступени ns = 100÷ 120.
2. Для обеспечения работы насоса без механических повреждений в условиях «запаривания» выполняют ротор высокой жесткости, в уплотнениях проточной части делают увеличенные зазоры; уравновешивание осевого усилия осуществляется либо применением колес двустороннего входа, либо разгрузочным барабаном. Неуравновешенные и случайные осевые усилия воспринимаются двусторонним упорным подшипником скольжения.
3. Корпусам насосов придают, по возможности, простые формы, обеспечивающие расчетное определение напряжений и полную дефектоскопию. Конструкция корпуса допускает простую сборку и разборку насоса.
4. Для быстроизнашивающихся деталей и уплотняющих прокладок применяют специальные материалы, обеспечивающие высокую надежность и долговечность работы.
5. Заводы-изготовители выполняют жесткие требования к технологии изготовления, сборке, испытанию и приемке питательных насосов.
Конденсатные насосыпо ГОСТ 6000-69 выпускают на параметры: Q = 5÷ 1600 м3/ч; Н = 20÷ 220 м. Дня получения приемлемых весовых и размерных характеристик насосов их проектируют на относительно высокую частоту вращения 1000—2950 об/мин, что требует применения рабочих органов первой ступени с высокой всасывающей способностью, могущих работать в условиях начальной кавитации на входе. При этом применяют предвключенные осевые колеса или колеса двустороннего входа для первой ступени.
Конденсатные насосы обычно устанавливают на общей фундаментной раме с приводным электродвигателем и соединяют с ним упругой пальцевой муфтой.
Малые конденсатные насосы представляют собой горизонтальные многоступенчатые насосы секционного или спирального типов. Отличительной особенностью является конструкция рабочих органов первой ступени и наличие постоянно действующего гидравлического затвора концевых уплотнений.
Из условия удобства компоновки и уменьшения занимаемой площади крупные насосы обычно имеют вертикальное исполнение (рис. 70).
Большинство отечественных конденсатных насосов вертикального исполнения имеют двухкорпусную «горшкообразную» конструкцию с одним внешним уплотнительным стыком. Внутренний корпус вынимается из наружного без демонтажа входного и выходного трубопроводов, подсоединяемых к соответствующим патрубкам наружного корпуса. Насос с односторонним расположением рабочих колес. Рабочие колеса и отводы всех ступеней, кроме первой, имеют одинаковую проточную часть. Рабочее колесо первой ступени расположено в нижней точке насоса и имеет расширенную входную воронку, перед ним установлено предвключенное винтовое колесо.
Осевое усилие ротора уравновешивается разгрузочным барабаном. Остаточное неуравновешенное осевое усилие воспринимается сдвоенным радиально-упорным шарикоподшипником с жидкой смазкой. В корпусе верхнего подшипника предусмотрены камеры для смазки и охлаждения. Масло из камеры винтовой втулки подается к подшипнику и по пазам самотеком сливается обратно в ванну. Нижний опорный подшипник скольжения смазывается перекачиваемым конденсатом. Концевое уплотнение насоса — сальникового типа с гидрозатвором и охлаждением холодным конденсатом.
Тенденции в развитии конденсатных насосов сводятся к следующему.
1. Для мощных насосов часто используют однокорпусную конструкцию.
2. Всасывающую способность повышают главным образом за счет применения рабочего колеса двустороннего входа для первой ступени и низкой частоты вращения ротора (п < 1500 об/мин).
3. В насосах, не допускающих внешних утечек, в качестве концевого применяют торцовое уплотнение, для демонтажа которого соединительную муфту выполняют с проставкой.
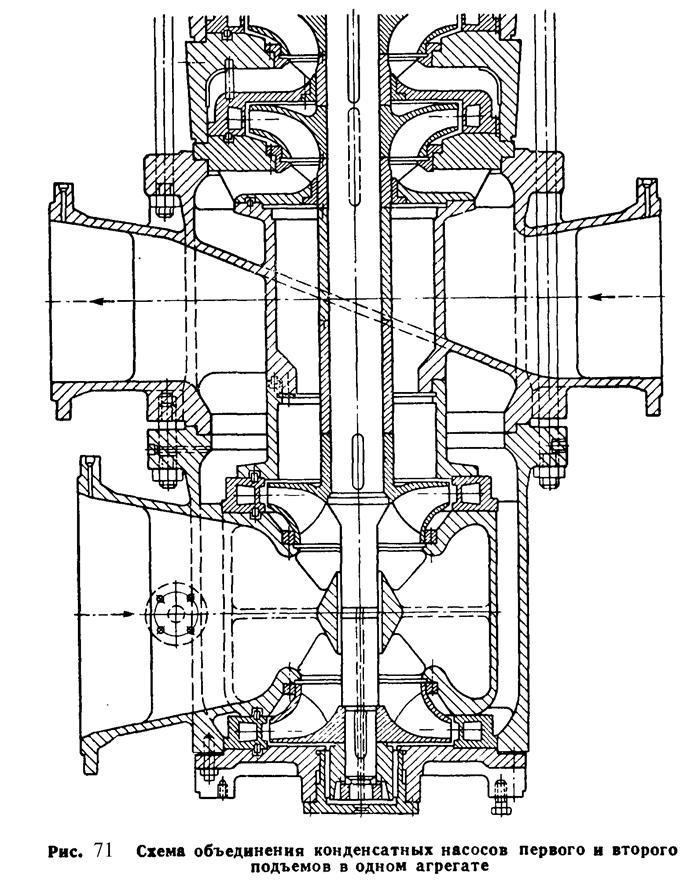
Известны конструкции агрегатов, объединяющие насосы первого и второго подъемов (рис. 71). В насосе предусмотрена перепускная часть. После первой ступени конденсат отводится в конденсатоочистительное устройство, а затем через второй патрубок подводится к последующим ступеням, являющимся насосом второго подъема.
Циркуляционные насосыимеют подачу 20 000-30 000 м3/ч. Насосы работают с давлением на входе около 100 кгс/см2 при температуре перекачиваемой жидкости до 300° С. Масса насосов около 100 т. Внешние утечки перекачиваемой жидкости не допустимы. Все это налагает особые требования к конструкции насосов.
Для маломощных реакторов обычно применяют герметичные насосы. Для мощных блоков преобладающее распространение получили бессальниковые насосы с механическими уплотнениями валов обеспечивающими контролируемые утечки.


Эти насосы обладают целым рядом общих конструктивных признаков и имеют следующие преимущества по сравнению с герметичными насосами:
возможность подсоединения маховика, обеспечивающего работу насоса и охлаждение реактора при прекращении подачи электроэнергии к приводу;
простота ремонта и восстановления мотора;
возможность применения обычных электромоторов с максимальным к. п, д. для любых мощностей и напряжений;
более низкая стоимость насоса.
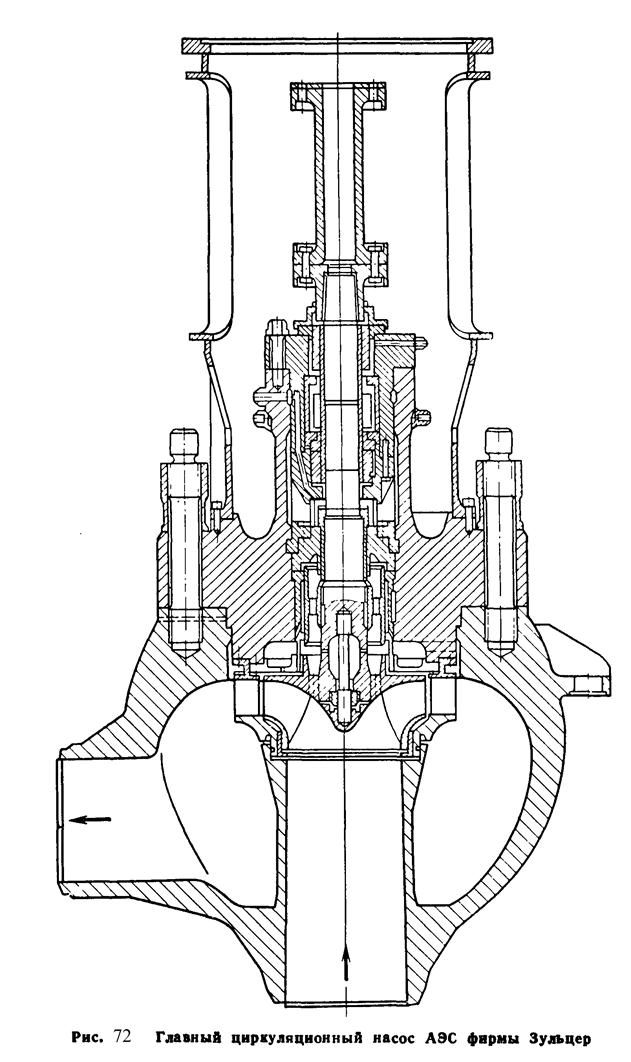
Насосы выполняют по схеме одноступенчатого консольного насоса вертикального типа с радиальным или диагональным рабочим колесом (рис. 72). Сферический кованый корпус патрубками приваривают к трубопроводам. В корпусе выполняют кольцевой отвод. За рабочим колесом устанавливают направляющий аппарат для уравновешивания радиальных усилий. Сверху корпус закрывают напорной крышкой, которая служит базой для размещения теплового барьера, гидростатического или гидродинамического подшипника, разгрузочного устройства, механического уплотнения, камер подвода охлаждающей воды.
Радиальные гидростатические подшипники смазываются перекачиваемой жидкостью. Отсутствие соприкосновения вращающихся и неподвижных частей обеспечивает высокую долговечность работы подшипников.
Осевое усилие воспринимается упорным подшипником скольжения, который можно устанавливать либо в насосе и моторе, либо только в моторе. При установке подшипника только в моторе уменьшаются вертикальные габаритные размеры насоса, потери в упорных подшипниках, время для разборки уплотнения насоса. Однако в этом случае повышаются требования к точности изготовления электродвигателя и центровке агрегата, так как валы должны соединяться жесткой муфтой. При наличии двух упорных подшипников можно применять упругую или зубчатую муфты. Обе схемы пригодны для использования.
Насосный агрегат устанавливают на подвижных шаровых опорах, обеспечивающих его свободное перемещение при температурных деформациях трубопроводов.
Дата добавления: 2014-12-03; просмотров: 598; Мы поможем в написании вашей работы!; Нарушение авторских прав |