КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Слайд №6
Выбор исходной заготовки
СЧ15-величина минимального временного сопротивления при растяжении, в Мпа*10 (150МПа)
Деталь изготавливается из серого чугуна, марки СЧ15, обладающий хорошими литейными свойствами. Принимая во внимание сложность конфигурации детали, также тип производства, требуемую точность получаемой заготовки и качество её поверхностей, в качестве исходной заготовки целесообразно выбрать литье (отливка). Рассмотрим два альтернативных метода получения заготовки литьем:
1. Литье в песчаные формы (машинная формовка);
2. Литье в металлические формы (кокиль).
Литье в песчаные формы (машинная формовка);
l Грубая поверхность отливки;
l Большой припуск на механическую обработку;
l Дешевизна используемых материалов;
l Отбел не образуется
Литье в металлические формы (кокиль).
l Чистая поверхность отливок;
l Меньше припуски на механическую обработку;
l Высокая стоимость металлических форм;
l Образование отбела в отливках из чугуна
Учитывая программу выпуска, принимаем литье в песчаные формы (машинная формовка)
Слайд №7на этом слайде представлен чертеж заготовки с учетом припусков под обработку. (Астра)
Слайд №8
Проектирование технологического маршрута
Выбор и обоснование технологических баз
В качестве технологических баз детали на первой операции принимаются:
1,2,3 – установочная база, лишает деталь 3-х степеней свободы;
4,5 – двойная опорная, лишает деталь 2-х степеней свободы;
6 – опорная база, лишает деталь 1 степени свободы.
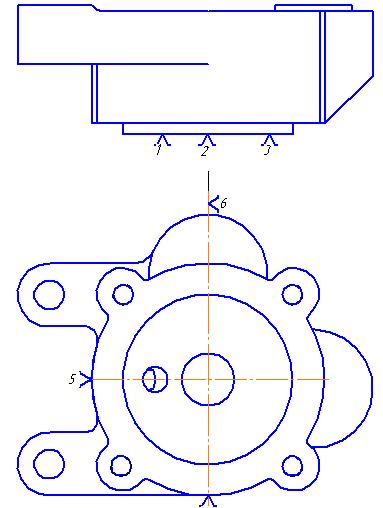
Рис.1.5 Схема базирования заготовки детали на первой операции
Дата добавления: 2015-04-18; просмотров: 222; Мы поможем в написании вашей работы!; Нарушение авторских прав |