КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Условные обозначения допусков и посадок на чертежах деталей ГОСТ 2.307-68
Правила нанесения размеров и их предельных отклонений регламентированы в ГОСТ 2.307–68.
Линейные размеры и их предельные отклонения приводятся в чертежах в миллиметрах без указания единицы измерения.
Выносные линии должны выходить за концы стрелок размерной линии на расстояние от 1 до 5 мм. Минимальные расстояния между размерной линией и линией контура должны быть 10 мм, а между параллельными размерными линиями – 7 мм.
Использование линий контура, осевых, центровых и выносных линий в качестве размерных не допускается.
Размеры, определяющие расположение сопрягаемых поверхностей, проставляют, как правило, от конструктивных баз с учетом возможностей выполнения и контроля этих размеров.
При расположении элементов предмета (отверстий, пазов, зубьев и т. п.) на одной оси или на одной окружности размеры, определяющие их взаимное расположение, наносят следующими способами:
а) от общей базы (поверхности, оси) – в соответствии с рисунком 23, а, б;
б) заданием размеров нескольких групп элементов от нескольких общих баз – в соответствии с рисунком 23, в;
в) заданием размеров между смежными элементами (цепочкой) – в соответствии с рисунком 23, г.
Рисунок 23
Размеры, не подлежащие выполнению по данному чертежу и приводимые для большего удобства пользования чертежом, называются справочными.
Справочные размеры отмечаются в чертеже знаком «*», а в технических требованиях делается запись: «*Размеры для справок». Если все размеры в чертеже справочные, то они знаком «*» не отмечаются, а в технических требованиях делается запись: «Размеры для справок».
Размеры нескольких одинаковых элементов изделия должны наноситься один раз с указанием на полке линии-выноски перед размером или под полкой количества этих элементов (рисунок 24).
Рисунок 24
При нанесении размеров, определяющих расстояние между равномерно расположенными одинаковыми элементами изделия (например, отверстиями), рекомендуется вместо размерных цепей наносить размер между соседними элементами и размер между крайними элементами в виде произведения количества промежутков между элементами на размер промежутка (рисунок 25).

Рисунок 25
Не допускается повторять размеры одного и того же элемента изделия на изображениях, в технических требованиях, основной надписи чертежа и спецификации, за исключением справочных размеров. При необходимости ссылок в технических требованиях на размеры, нанесенные на изображениях, эти размеры или определяемые ими элементы обозначаются буквами.
Наносить размеры в виде замкнутой цепи не допускается, за исключением случаев, когда один из размеров отмечен как справочный.
Размеры, определяющие положение симметрично расположенных элементов у симметричных изделий, наносятся одним из способов, показанных на рисунке 24.
Все размеры, нанесенные в чертеже, должны указываться с предельными отклонениями. Ссылки на нормативно-технические документы, устанавливающие предельные отклонения, не допускаются.
Предельные отклонения линейных размеров указываются условными обозначениями допусков по ГОСТ 25346–89 или числовыми значениями непосредственно после номинальных размеров (см. рисунок 24). Предельные отклонения угловых размеров указываются только числовыми значениями.
Предельные отклонения линейных и угловых размеров невысокой точности (с 12 квалитета и грубее) допускается не указывать после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа по типу: «H12, h12, ±IT12/2». Записи о неуказанных предельных отклонениях допускается дополнять словами, например: «Неуказанные предельные отклонения размеров H12, h12, ±IT12/2».
Не указанные на изображениях предельные отклонения размеров закруглений, фасок и углов отдельно не оговариваются, а определяются в зависимости от квалитета или класса точности неуказанных предельных отклонений линейных размеров.
Предельные отклонения линейных размеров в чертежах могут указываться одним из способов:
а) условными обозначениями полей допусков – 20Н7; 20s7;
б) числовыми значениями – 20+0,018;  ;
;
в) условными обозначениями полей допусков и в скобках их числовыми значениями –  ;
;  .
.
При указании условными обозначениями полей допусков обязательно и указание числовых значений предельных отклонений в следующих случаях:
а) три назначении предельных отклонений размеров, не включенных в ряды нормальных линейных размеров по ГОСТ 6636–69, например:  ;
;
б) при назначении предельных отклонений условными обозначениями, не предусмотренными в ГОСТ 25347–82, например:  .
.
16) Посадки с натягом, их характеристика, расчёт и выбор, область применения.
Соединение с натягом — технологическая операция получения условно разъёмного соединения[1], которое получается при вставлении одной детали (или части её) в отверстие другой детали при посадке с натягом. Обычно соединяют детали с цилиндрическими иликоническими поверхностями, также эти поверхности могут быть эллиптическими, призматическими и пр. Для получения неподвижного соединения необходим натяг (положительная разность диаметров вала и отверстия). После сборки вал и отверстие благодаря упругим и пластическим деформациям принимают один размер.
Nmax=es-EI;
Nmin=ei-ES;
Посадки с натягом: для посадок с натягом основные отклонения – P(p) – Zc(zc). Квалитеты IT5-IT12.
В посадке с натягом вал больше отверстия.
Посадка с натягом в системе отверстия.
Ø20 H7/s6

TN=Nmax-Nmin=TD+Td=48-14=34=21+13=34
Посадка с натягом в системе вала.
Ø20 S7/h6

TN=Nmax-Nmin=TD+Td=56-22=34=21+13=34
3 вида обозначений на чертежах:
1) Ø20g6
2) Ø20-0,020-0,007(друг над другом)
Ø20g6(-0,020-0,007)
Применение посадок с натягом.
H7/p6 – для неподвижных соединений тонкостенных деталей;
H7/r6, H7/s6 – для соединений зубчатого колеса с валом и кондукторной втулки с корпусом;
H7/u7 для обода из легких металлов (соединение обода и зубчатого колеса).
17) Посадки с зазором, их характеристика, расчёт и выбор, область применения.
Посадка с (гарантированным) зазором — соединение с гарантированным зазором, то есть наименьший допустимый размер отверстия больше наибольшего предельного размера вала[1] или равен ему. Обозначаются от а до h (от А до H).
Smin=EI-es;
Smax=ES-ei;
Посадки с зазором: для посадок с зазором основные отклонения A(a) – H(h). Квалитеты IT5-IT12.
В посадке с зазором отверстие больше вала.
Посадка с зазором в системе отверстия.
Ø20 H7/g6

TS=Smax-Smin=TD+Td=41-7=34=21+13=34
Посадка с зазором в системе вала.
Ø20 G7/h6
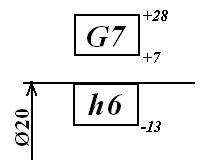
TS=Smax-Smin=TD+Td=41-7=34=21+13=34
3 вида обозначений на чертежах:
1) Ø20g6
2) Ø20-0,020-0,007(друг над другом)
3) Ø20g6(-0,020-0,007)
Применение посадок с зазором:
Посадки с зазором используют в подвижных соединениях (отверстие больше вала).
H6/h5 – точное центрирование (измерительные зубчатые колеса);
H7/h6 – средняя точность центрирования (сменные зубчатые колеса);
H7/g6 – посадка с гарантированным зазором (плунжерные пары с точным вращательным движением);
H7/f7 – посадка для подшипников скольжения;
H8/e8 – в соединениях с крупногабаритными размерами.
18) Переходные посадки, их характеристика, расчёт и выбор, область применения.
Переходная посадка — соединение с возможным зазором или натягом в зависимости от действительных размеров вала и отверстия. Обозначаются от j до n (от J до N).
Посадки переходные: для посадок переходных основные отклонения – Js(js), J(j), K(k), M(m), N(n). Квалитеты IT5-IT12.
Посадка переходная в системе отверстия.
Ø20 H7/js6

TSN=|Smax|+|Nmax|=TD+Td=27.5+6.5=34=21+13=34
Посадка переходная в системе вала.
Ø20 Js7/h6

TSN=|Smax|+|Nmax|=TD+Td=23.5+10.5=34=21+13=34
3 вида обозначений на чертежах:
1) Ø20g6
2) Ø20-0,020-0,007(друг над другом)
Ø20g6(-0,020-0,007)
Применение переходных посадок.
Переходные посадки используют для неподвижных разъемных соединений при частой сборке и разборке.
H7/n6 для передач со значительными крутящими моментами с ударами и вибрациями;
H7/m6 – муфты;
H7/m6, H7/k6 – подшипника качения;
H7/js6 – подшипники качения, легкоразъемные соединения.
Дата добавления: 2015-04-18; просмотров: 1913; Мы поможем в написании вашей работы!; Нарушение авторских прав |