КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Маркировка чугунов.
Серые чугуны маркируют буквами СЧ, затем ставят два двухзначных числа: показывает предел прочности при растяжении, второе первое число– предел прочности при изгибе. Наример, СЧ12-28, СЧ15 – 32 и т.д.
Высокопрочные чугуны маркируют буквами ВЧ, затем ставят два двухзначных числа: первое показывает предел прочности при растяжении, второе – относительное удлинение. Например, ВЧ38-17,ВЧ42-12 и т.д.
Ковкие чугуны маркируют буквами КЧ, затем ставят два двухзначных числа: первое показывает предел прочности при растяжении, второе – относительное удлинение.Например,КЧ30-6, КЧ35-10,кч63-2 и т.д.
Легированные чугуны .Свойства чугунов по аналогии со сталью можно улучшить легированием специальными элементами, такими же, какие используются при легировании стали. Легирующие элементы влияют на металлическую основу чугуна, а также на характер и размеры графитных включений, способствуют измельчению структуры. Назначение легированных чугунов самое различное. Чугуны применяют износостойкие, жаростойкие, жаропрочные, коррозионностойкие, антифрикционные.
Износостойкие чугуны. Для работы в условиях абразивного износа применяют чугун, содержащий 3,5—5% Ni; 0,8% Сг, обладающий удовлетворительной износостойкостью при легких условиях работы (рабочие органы насосов и др.). Чугуны для работы в условиях сухого трения в основном легированы хромом (до 0,6%) и никелем (до 2,5%) с добавками таких элементов, как титан, медь вольфрам, молибден. Из таких чугунов изготовляют тормозные барабаны автомобилей, диски сцепления, суппорты токарных станков, гильзы цилиндров и др. Высокой износостойкостью обладает высокохромистый чугун, например, марки ИЧХ12ГЗМ (12—14%Сг; I 2,8—3,8% Мn; 0,4—0,8% Мо), применяемый для дробильных вальцов, шаров шаровых мельниц и др.
Жаростойкие чугуны. К ним относится хромистый чугун с содержанием хрома от 0,5 до 30%; например: чугун марки ЖЧХ-30 (28—32% Сr), применяемый для деталей печей и вагранок, фурм и других деталей, работающих при высоких температурах (до 900°С); кремнистый чугун марки ЖЧС-5,5 (5—6% Si), применяемый для изготовления деталей, работающих при температурах до 800°С, для рам дверок мартеновских печей, деталей котлов и др.; алюминиевый чугун марки ЖЧЮ-22 (19—25% А1), обладающий наиболее высокой жаростойкостью и применяемый для деталей, работающих при температурах до 1150°С (шлаковые фурмы доменных печей, плавильные тигли и др.).
Жаропрочные чугуны. К ним относится, например, чугун с шаровидным графитом марки ЧН11Г7Х2Ш (10—12% Ni; 5—8% Мn; 1—2,5% Сr), обладающий высокими жаропрочными свойствами и применяемый для деталей дизелей, компрессоров по сжижению газов и др.
Коррозионностойкие чугуны. Эти чугуны бывают низко- и высоколегированные. Низколегированный чугун, например, марки ЧН1ХМД (0,7—1,5% Ni; 0,2—0,6% Сr; 0,3—0,6% Мо; 0,2—0,5% Сu) применяют для деталей, работающих при повышенных температурах в газовых средах (блоки и головки цилиндров двигателей внутреннего сгорания и др.). Высоколегированные чугуны — это кремнистые сплавы (ферросилиды), содержащие 14—18% Si (например, марка С17), стойкие во всех кислотах и щелочах. Их применяют для изготовления деталей насосов, оборудования для концентрированных серной и азотной кислот и др.
12. .Литейные стали.
Приготовление литейных сплавов. Приготовление литейных сплавов связано с процессом плавления различных материалов.
Плавление — это переход из кристаллического состояния в аморфное. При этом нарушается устойчивость кристаллических решеток, увеличиваются колебательные движения атомов, и кристаллическое тело, проходя через область неустойчивых состояний, превращается в жидкое. При плавлении твердые кристаллические тела теряют постоянство формы, объема, а также изменяются их физические свойства. Для получения заданного химического состава и определенных свойств в сплав при приготовлении вводят в жидком или в твердом состоянии специальные (легирующие) элементы, в качестве которых используют Сu, Ni, Mn, Ti, Mg, Mo и др.
Для размельчения структурных составляющих и равномерного их распределения по всему объему литого металла в сплавы вводят малые добавки различных элементов (модификаторов), в качестве которых используют Na, Zn, Mg, Ti, Zr и другие элементы.
Для выплавления чугуна и стали в качестве исходных материалов (шихты) используют литейные или передельные доменные чугуны, чугунный и стальной лом, отходы собственного производства и ферросплавы. Для понижения температуры плавления образующихся шлаков используют флюсы — известняк, доломит и др.
13. .Цветные литейные сплавы.
Для выплавления цветных сплавов используют как первичные (полученные на металлургических заводах), так и вторичные (после переплавки цветного лома) металлы и сплавы, кроме того, применяют лигатуры (специально приготовленные сплавы из двух или нескольких металлов) и флюсы (обычно хлористые и фтористые соли щелочных и щелочноземельных металлов).
Для плавления стали и чугуна широко применяют индукционные высокочастотные печи (рис.20 а), позволяющие нагревать металл до высокой температуры, регулировать состав газовой атмосферы, создавать вакуум для получения металла высокого качества с минимальными затратами. Для размещения расплава / предназначен тигель 2, выполненный из кварца или магнезита с последующим спеканием. Нагрев производится при помощи медного или алюминиевого водоохлаждаемого индуктора 3. При пропускании тока высокой частоты через индуктор в шихте, загруженной в тигель, наводятся вихревые токи, выделяется большое количество теплоты, расплавляющей шихту и нагревающей расплав до нужной температуры..
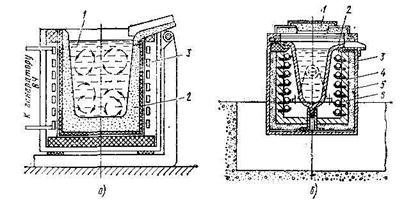
Рис.20. Схемы устройства плавильных печей:
а — индукционной высокочастотной; б — сопротивления.
Для плавления цветных сплавов широко применяют индукционные печи промышленной частоты, электрические печи сопротивления
(рис.20 б) и др. Электрическая печь сопротивления выполнена в виде сварного цилиндрического кожуха 3, облицованного (футерованного) шамотным кирпичом 4. Между кожухом и футеровкой предусмотрена теплоизоляционная набивка 5 из легковесных материалов и асбестовых листов. В качестве нагревателей 6 используют нихромовые спирали. Сплав приготовляют в литом тигеле 2 из жаропрочного чугуна. Сверху печь закрывается крышкой.
14. .Исходные материалы для получения литейных сплавов.
Литейные свойства характеризуют способность металла или сплава заполнять литейную форму, обеспечивать получение отливки заданных размеров и конфигурации без пор и трещин во всех ее частях. Железо в чистом виде редко находят в поверхностных слоях земной коры. Благодаря большой склонности к окислению в земной коре встречаются обычно окислы железа в смеси с окисленными соединениями других элементов. Насчитывается около 200 различных минералов, содержащих железо. Наиболее крупные и богатые окисленными соединениями железа скопления минералов называют месторождениями железных руд. Рудами называют горные породы, которые технически возможно и экономически целесообразно перерабатывать для извлечения содержащихся в них металлов.
К железным рудам относят красный, бурый, магнитный и шпатовый железняки. Эти руды содержат значительное количество рудного вещества или соединений железа, из которого оно извлекается, и относительно небольшое количество пустой породы, легко отделяющейся при переработке.
В зависимости от количества рудного вещества различают богатые и бедные руды. Железные руды принято называть богатыми, если они содержат более половины железа; но это понятие меняется со временем. Пустой породой руды называют такие минералы, которые не вносят серьезных технологических осложнений в металлургическую переработку и легко отделяются от рудных минералов или в процессе обогащения или переходят в шлаки при плавке. Пустой породой в железных рудах чаще всего являются: кремнезем, каолин, реже доломит и магнезит. В рудах обычно выделяют вредные примеси, которые осложняют металлургические пределы, и, загрязняя основной металл, снижают его свойства. В железных рудах к вредным примесям обычно относят: серу, мышьяк и фосфор.
Основными рудообразующими минералами железа являются гематит, лимонит, магнетит и сидерит.
15. .Оборудование для плавления сталей и чугунов.
Для плавления стали и чугуна широко применяют индукционные высокочастотные печи (рис.20 а), позволяющие нагревать металл до высокой температуры, регулировать состав газовой атмосферы, создавать вакуум для получения металла высокого качества с минимальными затратами. Для размещения расплава / предназначен тигель 2, выполненный из кварца или магнезита с последующим спеканием. Нагрев производится при помощи медного или алюминиевого водоохлаждаемого индуктора 3. При пропускании тока высокой частоты через индуктор в шихте, загруженной в тигель, наводятся вихревые токи, выделяется большое количество теплоты, расплавляющей шихту и нагревающей расплав до нужной температуры..
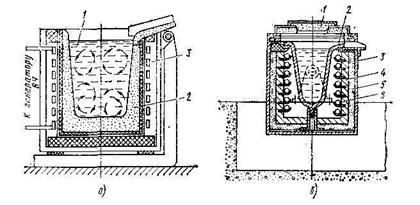
Рис.20. Схемы устройства плавильных печей:
а — индукционной высокочастотной; б — сопротивления.
Для плавления цветных сплавов широко применяют индукционные печи промышленной частоты, электрические печи сопротивления
(рис.20 б) и др. Электрическая печь сопротивления выполнена в виде сварного цилиндрического кожуха 3, облицованного (футерованного) шамотным кирпичом 4. Между кожухом и футеровкой предусмотрена теплоизоляционная набивка 5 из легковесных материалов и асбестовых листов. В качестве нагревателей 6 используют нихромовые спирали. Сплав приготовляют в литом тигеле 2 из жаропрочного чугуна. Сверху печь закрывается крышкой.
16. . Литейные свойства сплавов.
Литейные свойства сплавов. Не все сплавы в одинаковой степени пригодны для изготовления фасонных отливок. Из одних сплавов (серого чугуна, силумина) можно легко изготовить отливку сложной конфигурации, а из других (титановых сплавов, легированных сталей и др.) получение отливок сопряжено с определенными трудностями. Получение качественных отливок без раковин, трещин и других дефектов зависит от литейных свойств сплавов. К основным литейным свойствам сплавов относят жидкотекучесть, усадку сплавов, склонность к образованию трещин, газопоглощение и ликвацию.
Жидкотекучесть— способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки. При высокой жидкотекучести литейные сплавы заполняют все элементы литейной формы, при низкой — полость формы заполняется частично, в узких сечениях образуются недоливы. Жидкотекучесть сплавов определяют по специальным пробам. За меру жидкотекучести принимают длину заполненной спирали в литейной форме. Жидкотекучестьсплавов зависит от многих факторов; например, повышение температуры заливки увеличивает жидкотекучесть всех сплавов. Чем выше теплопроводность материала формы, тем быстрее отводится тепло от залитого металла, тем ниже жидкотекучесть. Неметаллические включения снижают жидкотекучесть сплавов. На жидкотекучесть влияет химический состав сплавов; с увеличением в исходном материале содержания серы, кислорода и хрома жидкотекучесть снижается, а с повышением содержания фосфора, кремния, алюминия и углерода — увеличивается.
В зависимости от жидкотекучести сплава выбирают минимальную толщину стенок отливок. Например, при изготовлении мелких отливок из серого чугуна в песчаных формах минимальная толщина стенок составляет 3—4 мм, для средних — 8—10 мм, а для крупных — 12—15 мм; для стальных отливок—5—7, 10—12, 15—20 мм соответственно.
Усадка — процесс уменьшения объема отливки при охлаждении, начиная с некоторой температуры жидкого металла в литейной форме до температуры окружающей среды. Усадка протекает в жидком состоянии, при затвердевании в процессе кристаллизация и в твердом состоянии. Различают линейную и объемную усадки, которые определяют в процентах. Величина усадки сплавов зависит от их химического состава, температуры заливки, конфигурации отливки и других факторов. Наименьшую линейную усадку имеют серый чугун (0,9—1,3%), алюминиевые сплавы — силумины (0,9—1,3%). Стали и некоторые сплавы имеют усадку 1,8—2,5%. Изготовлять отливки из сплавов с повышенной усадкой сложно, так как в массивных частях отливки образуются усадочные раковины и усадочная пористость. Для предупреждения образования усадочных раковин предусматривают установку прибылей — дополнительных резервуаров с расплавленным металлом для питания отливок в процессе их затвердевания.
Напряжения в отливках возникают вследствие неравномерного их охлаждения и механического торможения усадки. Они характерны для отливок с различной толщиной стенок. При затвердевании температура отливки в массивных частях выше, чем снаружи или в тонких сечениях. Поэтому усадка в отдельных местах по величине различна, но так как части одной и той же отливки не могут изменять свои размеры независимо друг от друга, то в ней возникают напряжения, которые могут вызывать образование трещин или коробление. Для предупреждения образования больших напряжений и трещин необходимо в конструкции литой детали предусматривать равномерную толщину стенок, плавные переходы и устранять элементы, затрудняющие усадку сплава, а также использовать литейные формы и стержни повышенной податливости. Трещины довольно часто образуются в отливках из углеродистых и легированных сталей, сплавов магния и многих алюминиевых сплавов.
Газопоглощение— способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Степень растворимости газов зависит от состояния сплава: с повышением температуры твердого сплава она увеличивается незначительно, несколько возрастает при плавлении и резко повышается при перегреве расплава. При затвердевании и последующем охлаждении растворимость газов уменьшается и в результате их выделения в отливке могут образоваться газовые раковины и поры. Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы. Для уменьшения газонасыщенности сплавов применяют плавление в вакууме или в среде инертных газов и другие методы.
Ликвация— неоднородность химического состава в различных частях отливки. Различают ликвации зональную и дендритную (внутризеренную). Зональная ликвация — это химическая неоднородность в объеме всей затвердевшей литой детали. Дендритная ликвация — химическая неоднородность в пределах одного зерна (дендрита) сплава. Ликвация зависит от химического состава сплава, конфигурации отливки, скорости охлаждения и других факторов.
17. .Классификация способов получения отливок.
Основными способами изготовления отливок является литье в песчаные формы, по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением и центробежное. Указанными способами можно изготовлять отливки в разовые формы (литье в песчаные формы, по выплавляемым моделям и в оболочковые формы) и в многоразовые металлические формы (литье в кокиль, под давлением и центробежное).
18. .Литье в песчаные формы.
Изготовление отливок в разовых песчаных формах. Сущность способа литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, изготовленных из формовочных смесей путем уплотнения с использованием модельного комплекта. После затвердевания залитого металла и охлаждения отливки производят ее выбивку, очистку и обрубку.
19. .Формовочные и стержневые смеси.
Формовочные и стержневые смеси используют для изготовления литейных форм. В качестве исходных формовочных материалов используют формовочной кварцевый песок различной зернистости, литейные формовочные глины и вспомогательные материалы (мазут, графит, тальк, древесную муку и др.). Формовочные смеси представляют собой многокомпонентное сочетание материалов, соответствующее условиям технологического процесса изготовления литейных форм. Их подразделяют на смеси для стальных, чугунных и цветных сплавов. Для изготовления отливок используют облицовочные, наполнительные и единые смеси.
20. .Ручная и механическая формовка песчаных смесей.
Ручную формовку применяют а единичном и мелкосерийном производствах при изготовлении крупных отливок. В большинстве случаев песчаные разовые формы изготовляют в парных опоках по разъемной модели. Кроме того, в парных опоках производят формовку по неразъемной модели. Для крупных отливок массой в несколько десятков тонн формы изготовляют в специальных ямах {кессонах}, дно которых находится ниже уровня пола цеха. Стенки и дно кессона, как правило, облицовывают батоном или железобетоном. Машинная формовка — основной метод изготовления литейных формвпарных опоках — осуществляется по модельным плитам. Машинная формовка позволяет механизировать уплотнение формовочной смеси в опоках и удаление модели из формы (самые трудоемкие операции), а также произвести вспомогательные oneрации: поворот полуформ, устройство литниковых систем и др. При машинной формовке улучшается качество уплотнения форм, повышаются точность геометрических размеров отливок и производительность. Уплотнение формовочной смеси производят на встряхивающих и прессовых машинах, а также с помощью пескомета.
При уплотнении форм на встряхивающих машинах (рис.22, а)стол 2 вместе с модельной плитой 3, опокой 4 и формовочной смесью поднимается сжатым воздухом на высоту 60—80 мм, а затем автоматически происходит выпуск воздуха из полости цилиндра в атмосферу и стол падает, ударяясь о станину /. Под действием сил инерции лежащие выше слои давят на лежащие ниже и происходит уплотнение формовочной смеси. Встряхиванием можно уплотнять формовочную смесь в опоках любой высоты.
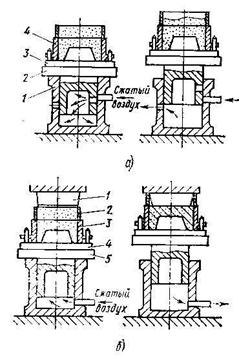

Рис.22. Схемы уплотнения формовочной смеси
а - встряхиванием; б - прессованием; в – пескометом.
При уплотнении прессованием {рис.22 б) прессовая колодка 1давит на поверхность смеси, находящейся в опоке 3 и наполнительной рамке 2. В процессе прессования стол 5 поднимается вместе с модельной плитой 4, опокой и наполнительной рамкой навстречу прессовой колодке, которая входит внутрь наполнительной рамки. В результате прессования песчинки сближаются и прочно сцепляюгся между собой.
При уплотнении пескометом (рис.22 в)формовочная смесь подается ленточным конвейером 2 в головку и захватывается ковшом 3, укрепленным на вращающемся роторе 4. Формовочная смесь ковшом выбрасывается в опоку 5. Уплотнение формовочной смеси происходит при помощи кинетической энергии движения порции смеси при падении ее на поверхность уплотняемой формы.
Извлечение моделей из форм при машинной формовке осуществляют с помощью специальных вытяжных и поворотных механизмов что способствует получению более точных отливок.
Изготовление стержней заключается в формовании сырых стержней, их сушке, отделке и окраске. Для повышения прочности стержней в них закладывают каркасы, а для увеличения их газопроницаемости в них делают вентиляционные каналы. Сушку стержней производят на металлических сушильных плитах при температуре 200-280 °С в течение 2-12 ч. Изготовляют стержни в большинстве случаев на различных стержневых машинах: встряхивающих, прессовых и пескодувных, а также на установках с использованием жидкоподвижных самотвердеющих смесей.
Сборка литейных форм включает установку стержней, контроль точности размеров основных полостей формы, накрывание нижней полуформы верхней, скрепление полуформ перед заливкой. Заливают формы расплавленным металлом из конических, барабанных и других ковшей, футерованных огнеупорным материалом и высушенных до полного удаления влаги. Температура заливки металла зависит от рода сплава, толщины стенок отливок, их конфигурации и т. п. Заливку форм ведут без перерыва, с полным заполнением литниковой чаши.
21. .Сборка литейных форм, заливка металлом, выбивка отливок, очистка и т.д.
После заливки и охлаждения металла отливки выбивают из форм на вибрационных решетках и очищают от приставшей или пригоревшей формовочной смеси в очистных барабанах или дрооеметных устройствах камерного или барабанного типа. При очистке в дробеметных устройствах отливки подвергаются ударному воздействию струи металлической дроби, выбрасываемой дробометным колесом со скоростью до 70 м/с. Обрубку и зачистку отливок от остатков питателей, заусенцев и заливок производят абразивными кругами или на обрезных прессах.
Механизация и автоматизация процессов литья в песчаные формы заменяет ручной труд машинным, повышает производительность труда, улучшает качество отливок. Для изготовления литейных форм используют различные высокопроизводительные автоматические машины и автоматические линии. Производительность таких автоматических установок достигает до 300 форм в час.
В производстве широко применяют автоматические заливочные установки. Для создания хороших условий труда и повышения эффективности в литейных цехах применяют комплексную механизацию выбивки форм, очистки, обрубки и предварительной окраски отливок.
22. .Литье по выплавляемым моделям.
Литье по выплавляемым моделям. Сущность способа литья по выплавляемым моделямзаключается в процессе получения отливок из расплавленного металла в формах, которые не требуют разъема, так как рабочая полость образуется в результате удаления (вытекания) легкоплавкого материала модели при ее предварительном нагревании. Выплавляемые модели изготовляют из модельных составов, состоящих из двух и более компонентов. Для изготовления моделей широко используют модельный состав Р-3, который содержит парафин, синтетический церезин, буроугольный воск и кубовый остаток. Этот состав хорошо заполняет полость пресс-формы, дает четкий и чистый отпечаток. Выплавляемые модели изготовляют в пресс-формах, состоящих из двух и более частей с вертикальным или горизонтальным разъемами. Для извлечения моделей из пресс-форм применяют специальные толкатели.
Модельный состав в пастообразном состоянии запрессовывают в пресс-формы (рис. 23, а) на автоматических установках или вручную. После затвердевания модельного состава пресс-форма раскрывается и модель выталкивается в ванну с холодной водой. Затем модели собирают в блоки (рис. 23, б) с общей литниковой системой, которая создается припаиванием, приклеиванием или механическим скреплением частей. В один блок объединяют от 2 до 100 моделей. Формы по выплавляемым моделям изготовляют из специальной огнеупорной смеси, состоящей из связующего, гидролизованного раствора этилсиликата, огнеупорного наполнителя — пылевидного кварца и других компонентов. Формы по выплавляемым моделям изготовляют многократным погружением разовой модели в огнеупорную смесь (рис. 22, в) с последующей обсыпкой (рис.23, г) и отверждением на воздухе. Обсыпку обычно наносят в три-пять слоев. .Модели из форм удаляют выплавлением при нагреве (рис. 23, д, е) в горячей воде или паром. После удаления модельного состава тонкостенные литейные формы заформовывают в опоки(рис. 23, ж), азатем прокаливают в печи(рис.23 з) при температуре 850—950 °С для удаления остатков модельного

Рис. 23. Последовательность операций формовки при литье по выплавляемым моделям
состава. Заливку форм по выплавляемым моделям производят в нагретом состоянии сразу же после прокалки. Заливка может быть свободной, под действием центробежных сил, в вакууме и т. п. После затвердевания расплавленного металла и охлаждения отливки удаляют из форм механическими, а также химическими методами, очищают, обрубают и, как правило, подвергают термической обработке.
Процесс изготовления заготовок литьем по выплавляемым моделям механизирован и автоматизирован. Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из любых сплавов, сокращает объем механической обработки, создает благоприятные условия для хорошего заполнения литейных форм, что позволяет получать отливки из сплавов с низкими литейными свойствами. Этим способом получают отливки массой 0,02—15 кг с отверстиями диаметром до1 мм и толщиной стенок до 0,5 мм. Литьем по выплавляемым моделям отливают многие детали и заготовки для приборостроительной, авиационной и других отраслей промышленности. Вместе с тем недостатком этого способа является сложность и длительность процесса изготовления отливок, применение специальной дорогостоящей оснастки.
23. .Литье в оболочковые формы.

Рис.24. Последовательность операций при литье в оболочковые формы.
Литье в оболочковые формы. Сущность литья в оболочковые формы заключается в получении отливок заливкой расплавленного металла в формы, изготовленные по горячей модельной оснастке из специальной смеси с термореактивными связующими материалами. Формовочную смесь приготовляют из мелкозернистого кварцевого песка или из цирконового перемешиванием с термореактивными связующими материалами, в частности, с пульвербакелитом (смола ПК 104). В формовочную смесь добавляют увлажнители (керосин, глицерин), растворители (ацетон, этиловый спирт) и другие вещества.
При изготовлении оболочковых форм модельную плиту и модель нагревают в печи до 200—250° С и пульверизатором наносят разделительную смазку для облегчения последующего съема оболочки, затем плиту 1 закрепляют на опрокидывающемся бункере 2 (рис. 24, а) с формовочной смесью 3 и поворачивают его на. 180° (рис. 24, б). Формовочная смесь насыпается на модельную плиту и выдерживается 10—30 с. От теплоты модельной плиты термореактивная смола в пограничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки 4 толщиной 5—15 мм в зависимости от времени выдержки. Бункер возвращается в исходное положение (рис. 24, в),излишки формовочной смеси ссыпаются, с готовой оболочки 5, модельная плита с оболочкой прокаливается в печи при температуре 300 —350 °С, при этом смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели специальными выталкивателями 6 (рис. 24, г).
Кроме оболочковых форм этим способом изготовляют оболочковые стержни, при изготовлении которых используют нагреваемые металлические стержневые ящики. При сборке форм полуформы склеивают специальным клеем на прессах, что обеспечивает высокую прочность шва.
Заливка форм производится в вертикальном или горизонтальном положении оболочки. При заливке форм в вертикальном поло-женин их помещают в опоку 7 и засыпают чугунной дробью 8 для предохранения от преждевременного разрушения (рис. 24, д).
Выбивку отливок проводят на вибрационных решетках или на специальных выбивных установках. При очистке отливок удаляют заусенцы, зачищают на наждачных станках места подвода питателей и подвергают отливки дробеструйной обработке.
В промышленность внедрены многопозиционные автоматические машины и автоматические линии изготовления оболочковых форм и стержней. Литье в оболочковые формы обеспечивает высокую точность отливок, малую шероховатость поверхности, снижает расход формовочных материалов и объем механической обработки, повышает производительность труда. В оболочковых формах изготовляют отливки массой 0,20—50 кг и толщиной стенок 3—15 мм из всех литейных сплавов для приборов, автомобилей, тракторов, металлообрабатывающих станков и др.
24. .Литье в кокиль.
Литье в кокиль. Сущность способа литья в кокиль заключается в получении отливок из расплавленного металла в металлических формах — кокилях. Формирование отливки происходит в условиях интенсивного отвода теплоты от расплавленного металла и от затвердевающей и охлаждающейся отливки к массивному металлическому кокилю.
Отливки с простой конфигурацией изготовляют в вытряхных кокилях. Несложные отливки с небольшими выступами и впадинами на наружных поверхностях изготовляют в кокилях с вертикальным разъемом. При изготовлении крупных, простых по конфигурации отливок используют кокили с горизонтальным разъемом Кокили с комбинированным разъемом применяют при изготовлении сложных отливок. Полости в отливках оформлены песчаными или металлическими стержнями. Металлические стержни удаляют из отливки до извлечения ее из кокиля, после образования прочной корки в отливке.
Расплавленный металл в форму подводят сверху; если снизу — сифоном, сбоку — через щелевидный питатель или питатели, расположенные на нескольких уровнях. Для удаления воздуха и газов по плоскости разъема кокиля прорезают вентиляционные каналы. Отливки из полости кокиля извлекают выталкивателями. Заданный тепловой режим литья обеспечивает система подогрева и охлаждения кокиля. Кокили изготовляют из серого и высокопрочного чугунов, стали и алюминиевых сплавов литьем, механической обработкой и другими способами.
Технологический процесс изготовления отливок в кокиль включает нагрев кокиля до 150 — 300 °С, нанесение на рабочую поверхность слоя теплоизоляционного покрытия толщиной 0,3—0,8 мм, установку стержней, соединение и скрепление частей кокиля, заливку расплавленного металла, выдержку для затвердевания залитого металла и формирования отливки, раскрытие и выбивку отливки. Для уменьшения скорости затвердевания и охлаждения отливки, а также для повышения стойкости кокиля на его рабочую поверхность наносят теплоизоляционные покрытия, приготовленные из огнеупорных материалов (кварцевой муки, талька, графита и др.) и связующего материала (жидкого стекла).
Все операции технологического процесса механизированы и автоматизированы. Применяют однопозиционные и многопозиционные автоматические кокильные машины и автоматические кокильные линии изготовления отливок. Литье в кокиль позволяет сократить, а во многих случаях полностью исключить расход формовочных и стержневых смесей, а также трудоемкие операции. формовки и выбивки форм, повысить точность размеров отливок и уменьшить шероховатость поверхности, снизить объем механической обработки отливок. Литье в кокиль позволяет получать разнообразные отливки с толщиной стенок 3—100 мм и массой от 0,1 до 500 кг. Литье в кокиль применяют при изготовлении корпусов приборов, деталей двигателей внутреннего сгорания и других деталей из чугуна, стали и сплавов цветных металлов.
25. .Литье под давлением.
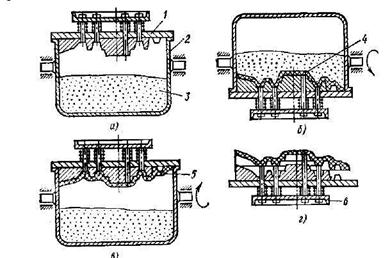
Литье под давлением. Литье под давлением является процессом получения отливок в металлических формах (пресс-формах), при котором заливка расплавленного металла в форму и формирование отливки осуществляются под давлением в условиях интенсивного отвода теплоты от залитого металла и от затвердевающей и охлаждающейся отливки к массивной металлической пресс-форме. Изготовляют отливки на специальных машинах для литья под давлением с холодной или горячей камерами прессования. При изготовлении отливок на машинах с холодной горизонтальной камерой прессования {рис. 25, а) порцию расплавленного металла заливают в камеру прессования . Пресс-форма состоит из подвижной 4 и неподвижной 3 полуформ, в которые металл подается плунжером 2. Полости в отливке получают металлическим стержнем

Рис. 25 .Схема получения отливок методом литья под давлением на машинах:
а – с холодной камерой прессования, б – с горячей камерой прессования.
После затвердевания металла пресс-форма раскрывается, и отливка 7 удаляется из полости выталкивателями 6. Машины с холодной камерой прессования применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг. Давление плунжера на расплавленный металл составляет от 50 до 200 МПа.
В машинах с горячей камерой прессования (рис. 25, б) камера прессования 2 расположена в обогреваемом тигле 1 с расплавленным металлом. При верхнем положении плунжера 3 через отверстие 4 сплав заполняет камеру прессования. При движении плунжера вниз отверстия перекрываются, сплав под давлением от 10 до 30 МПа заполняет полость пресс-формы 5. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла из канала сливаются в камеру прессования, а отливка удаляется из пресс-формы выталкивателями 6. Такие машиныиспользуют при изготовлении отливок из свинцово-сурьмянистых, цинковых и алюминиевых сплавов массой от нескольких граммов до 25 кг.
Литье под давлением является высокомеханизированным процессом. Автоматизируют заливку расплавленного металла, очистку рабочих поверхностей пресс-формы, нанесение смазки и т. д. Литье под давлением позволяет получать отливки, максимально приближающиеся по форме,массе и размерам к готовой детали, дает возможность изготовлять сложные тонкостенные отливки с толщиной стенки от 0,8 до 0,6 мм и отверстиями диаметром до 1 мм. Литьем под давлением изготовляют корпуса приборов, декоративные изделия, детали двигателей легковых автомобилей и др. Недостатком этого способа является высокая стоимость пресс-форм, сложность их изготовления, ограниченный срок их службы, опасность появления трещин в отливках.
26. .Центробежное литье.
Центробежное литье. Сущность центробежного литья заключается в получении отливок из расплавленного металла во вращающихся формах. Формирование отливки осуществляется под действием центробежных сил на специальных машинах сгоризонтальной или верти кальной осью вращения.
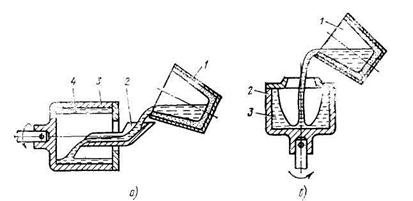
Рис. 26. Схемы получения отливок на центробежных машинах с осью вращения:
а – горизонтальной, б - вертикальной.
В машинах с горизонтальной осью вращения (рис. 26, а) расплавленный металл из ковша 1 заливают по специальному желобу 2 во вращающуюся форму 3 с частотой вращения от 200 до 1400 об/мин. Попадая на внутренние стенки формы, жидкий металл образует полую цилиндрическую отливку 4, которую после затвердевания извлекают из формы. На таких машинах получают детали и заготовки типа труб, втулок, гильз.
В машинах с вертикальной осью вращения (рис. 26, б) расплавленный металл из ковша 1 заливают во вращающуюся форму 2 с частотой вращения от 160 до 500 об/мин. Растекаясь по дну формы, металл увлекается центробежными силами и прижимается к боковой цилиндрической стенке, образуя вокруг нее кольцевой слой 3. Формавращается до полного затвердевания металла, после чего форму останавливают и из нее извлекают отливку. На таких машинах получают отливки небольшой высоты, но большого диаметра: кольца, венцы зубчатых колес и др. При вращении формы вокруг вертикальной оси внутренняя свободная поверхность расплавленного металла имеет форму параболоида вращения, что приводит к разностенности отливки по высоте. Это снижает возможность применения таких машин. При центробежном литье исключаются затраты на изготовление стержней, уменьшается расход металла на литниковую систему, улучшается заполняемость форм металлом и повышается плотность отливок по сравнению с литьем в песчаные формы.
27. .Общие принципы конструирования.
Дата добавления: 2015-04-18; просмотров: 2939; Мы поможем в написании вашей работы!; Нарушение авторских прав |