КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Конструкция развертки

Рис.21. Цельная цилиндрическая ручная развертка
• Режущая часть
Угол φ у ручных разверток – 10…20, что улучшает направление развертки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 120…150; при обработке хрупких материалов (чугуна) φ = 30… 50.
• 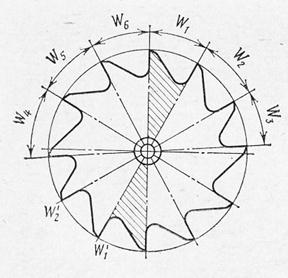 Стандартные развертки делают с неравномерным окружным шагом с целью предупреждения появления в развертываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развертки происходит периодическое изменение нагрузки, что ведет к отжиму развертки и появлению на обработанной поверхности следов в виде продольных рисок.
Стандартные развертки делают с неравномерным окружным шагом с целью предупреждения появления в развертываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развертки происходит периодическое изменение нагрузки, что ведет к отжиму развертки и появлению на обработанной поверхности следов в виде продольных рисок.
• Калибрующая частьсостоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75% от длины калибрующей части.
Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Т.к. при ручном развертывании разбивка меньше, то и угол обратной конусности меньше, чем у машинной развертки. При этом цилиндрический участок у ручных разверток может отсутствовать.
• Цилиндрическая ленточкана калибрующей части калибрует и выглаживает отверстие. Уменьшение ее ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развертки.
• Число зубьев z ограничивается их жесткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается четное - для облегчения контроля диаметра развертки.
• Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развертки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развертки.
• Задний уголвыполняют небольшой (50…80) для повышения стойкости развертки. Режущую часть затачивают до остра а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
• Передний уголпринимают равным нулю.
Дата добавления: 2015-04-21; просмотров: 341; Мы поможем в написании вашей работы!; Нарушение авторских прав |