КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Многопостовые источники питания.
При необходимости размещения значительного числа сварочных постов на ограниченной производственной площади целесообразно применять более мощные источники питания. Эти источники обеспечивают работу нескольких постов одновременно через общий шинопровод, подключенный к выходным зажимам источника. Такие источники называют многопостовыми источниками питания дуги. Основное требование, предъявляемое к ним, — обеспечение устойчивой работы каждого подключенного поста как в установившемся, так и в переходных режимах независимо от воздействия других постов. Эта независимость постов обеспечивается неизменностью напряжения холостого хода для каждого поста. Многопостовое питание часто используют для ручной дуговой сварки покрытыми электродами, автоматической сварки под флюсом и механизированной сварки в среде углекислого газа.
При многопостовом питании каждый сварочный пост подключается к шинопроводу через отдельное балластное сопротивление. Схема подключения показана на рис. 8.20. Многопостовой источник (В) обслуживает п сварочных постов (СП1—СП2) через общий шинопровод (ШП). Каждый сварочный пост подключен к шинопроводу через балластное сопротивление (РБ), с помощью которого регулируют силу сварочного тока и получают падающую вольт-амперную характеристику для сварки. Для ручной дуговой сварки и сварки под флюсом выходное напряжение источника питания дуги обычно не изменяют. Многопостовые источники для сварки в углекислом газе отличаются тем, что в них имеется несколько выходных шинопроводов на разные напряжения холостого хода. Каждый сварочный пост в этом случае под-ключают к соответствующему шинопроводу с соответствующим напряжением.В многопостовых выпрямителях большое внимание уделяют защитным устройствам от перегрузки. Для сварки покрытыми электродами применяют выпрямители ВКСМ-1000, ВДМ-1601, ВДМ-6302, ВДМ-6303С, ВДМ-1202С с балластными реостатами РБ-306 и РБ-500. Для сварки в среде углекислого газа используют выпрямители ВМГ-5000 с реостатами РБГ-502, а также многопостовые генераторы постоянного тока (ГСО-500) и трансформаторы.
В многопостовых системах пригодны как сварочные преобразователи, так и выпрямители с жесткими внешними статическими характеристиками. Существуют две схемы организации многопостовой сварки.
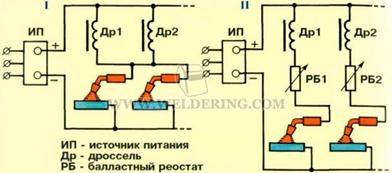
I - применяется при сварке на одинаковых режимах с частыми замыканиями дуги; в цепь каждого сварочного поста необходимо включать индуктивность, которая уменьшает взаимное влияние одного поста на другой.
II - применяется при сварке на различных режимах. Напряжение холостого хода источника питания устанавливают по максимально необходимому напряжению сварки, а напряжение на постах регулируют балластными реостатами. Если сварка выполняется на режимах с редкими короткими замыканиями или без них, то индуктивность в цепь поста не включают.
Дата добавления: 2015-04-18; просмотров: 477; Мы поможем в написании вашей работы!; Нарушение авторских прав |