КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Фрезерование на расточном станке.
Установка станины и выверка производятся аналогично первому способу. Черновую обработку направляющих проема производят фрезами цилиндрическими сборными по ГОСТ 1979—52 (фиг. 80).
Диаметр фрез выбирается на 20—25 мм более диаметра шпинделя станка. Так, например, для шпинделя расточного станка диаметром 250 мм фреза должна иметь D=275 мм, для шпинделя диаметром 200 мм фреза с D=225 мм, для шпинделя диаметром 180 мм фреза с D = 200 мм. Грубую обработку производят набором из двух-трех фрез L = 200 — 300 мм вылетом шпинделя за несколько проходов.

Фиг. 80. Фреза сборная составная цилиндрическая.
Чистовую обработку производят специальными цельными или насадными спиральными цилиндрическими фрезами (фиг. 81). При выполнении этой операции на расточном станке за одну установку детали обрабатывают все поверхности с наружной стороны станины.
Фрезерование направляющих станины по производительности на 20—30% выше строгания на поперечно-строгальном станке. Однако этот способ имеет недостатки. Как, например значительную шероховатость после обработки. Непараллельность направляющих достигает 0,2—0,3 мм на ширине проема из-за отжима фрезы и шпинделя вследствие большого вылета. В этом случае часто практикуют установку кронштейна на планшайбу станка, что несколько увеличивает жесткость шпинделя.
Непараллельность направляющих проема вызывает дополнительную слесарную доводку плоскостей и, таким образом, прямо сказывается на увеличении объема пригоночных работ на сборочных операциях. Однако к данному способу обработки часто прибегают в тех случаях, когда вдоль направляющих станины фрезеруется большое количество продольных пазов, обработка которых имеет значительный объем. Все эти пазы обрабатываются сборными трехсторонними фрезами диаметром 250— 600 мм.
За последнее время, учитывая возросшую потребность тяжелого машиностроения в выполнении большого объема фрезерных работ, станкостроительная промышленность начинает оснащать расточные станки угловыми поворотными головками (см. фиг. 4), позволяющими фрезеровать резцовыми головками плоскости, расположенные под различными углами.
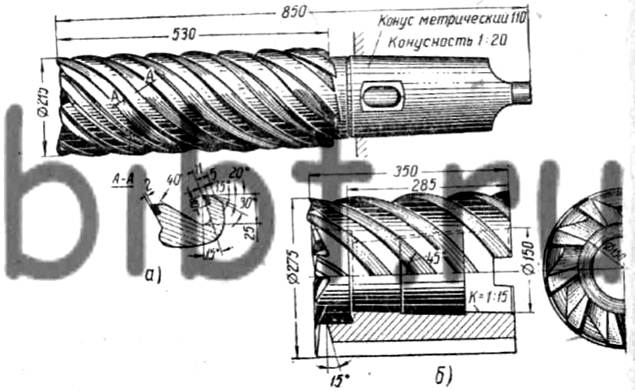
Фиг. 81. Быстрорежущие уникальные концевые фрезы с углом наклона спирали зуба 45°: а — цельная с зубьями, наплавленными сталью Р-18; б — насадная.
На фиг. 82 показана обработка проема станины накладной фрезерной головкой с угловым поворотом. Некоторые заводы и фирмы выпускают уникальные фрезерно-расточные станки, снабженные выдвижными штосселями с вмонтированными с них шпинделями. Так, новосибирский завод «Тяжстанкогидропресс» выпускает такого типа станок модели НР-3, аналогичные станки производит фирма «Асквит».
На станке НР-3, помимо расточных и фрезерных работ, можно производить перемещением штосселя поперечное строгание. Таким образом, этот наиболее универсальный станок выполняет разнообразные сложные работы, связанные с обработкой проемов станин, за одну установку детали.
Строгание на продольно-строгальных станках. Если направляющие проема в станинах не имеют переходов и уступов, их часто обрабатывают на продольно-строгальных станках. При этом станина устанавливается обработанными плоскостями разъемов горловины и лап на стол продольно-строгального станка. Выверка установки производится по базовым площадкам индикатором с точностью до 0,1 мм на длине 3000 мм. Крепление производится в местах опор болтами и планками и дополнительно расклинивается с четырех сторон.
Строгание ведется вертикальными суппортами в закрытом контуре станины. Для возможности строгания в конструкции станины предусматриваются заходы и выходы, выполняемые непосредственно в отливке без последующей механической обработки. Заходы и выходы должны быть достаточными, длина их устанавливается в зависимости от габаритов станины и возможностей станка. Для крупных станин они делаются длиной не менее 300—400 мм.
Так как обработку приходится производить на больших вылетах, в вертикальные суппорты устанавливаются мощные державки с откидными резцедержателями, в которые крепятся резцы сечением 40X40.
Строгание на продольно-строгальных станках не может быть рекомендовано как высоко производительный способ обработки проемов станин и применяется лишь в тех случаях, когда необходимо разгрузить уникальные расточные станки для других работ. Недостатком этого способа обработки является также непараллельность направляющих вследствие отжима державки и износа резца.
Комбинированный метод обработки применяется тогда, когда конфигурация проема имеет сложную многоступенчатую форму с уступами и поперечными пазами, замками и т. д. Грубая обработка направляющих проема, а также окончательная обработка продольных пазов и канавок выполняются фрезерованием на расточном станке. Чистовая обработка направляющих проема производится на поперечно-строгальном станке. Данный метод достаточно производительный, но увеличивает цикл обработки и количество крановых операций.
Дата добавления: 2015-02-09; просмотров: 306; Мы поможем в написании вашей работы!; Нарушение авторских прав |