КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Рекомендации по конструированию заклепочных швов
Заклепки в шве располагают так, чтобы ослабление соединяемых деталей отверстиями было наименьшим.
Во избежание возникновения изгиба соединяемых деталей заклепки по возможности располагают на оси, проходящей через центр тяжести склепываемых деталей или симметрично относительно этой оси (рис.26).
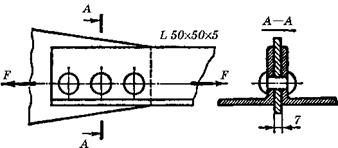
Рис.26
Не рекомендуется в одном шве применять заклепки разных диаметров.
Для предотвращения поворота соединяемых деталей относительно друг друга число заклепок в шве принимают не менее двух, то есть z >1.
Следует симметрично располагать плоскости среза относительно линии действия сил, чтобы избежать отрыва головок.
При выборе материала для заклепок необходимо стремиться к тому, чтобы температурные коэффициенты линейного расширения заклепок и соединяемых деталей были равными или близкими.
Особую опасность представляет сочетание разнородных материалов, которые способны образовать гальванические пары. Гальванические токи быстро разрушают соединение.
Соединение деталей с гарантированным натягом (прессовые соединения)
Соединение деталей может осуществляться за счет посадки одной детали на другую.
В посадках (рис. 27, а) обеспечивается зазор в соединении. В этом случае детали легко перемещаются относительно друг друга.
В посадках с натягом (рис. 27, б) в соединении обеспечивается натяг. Такие посадки (на рис. 28 - показаны поля допусков посадокпо ГОСТ 25347—82) могут обеспечивать передачу вращающего момента без применения шпонок, клиньев, болтов и т. п.
Основной задачей расчета соединения с гарантированным натягом является выбор посадки, обеспечивающей передачу заданного вращающего момента.
Соединения деталей с натягом – это напряженные соединения, в которых натяг создается необходимой разностью посадочных размеров вала и втулки. Для закрепления деталей используют силы упругости предварительно деформированных деталей. Обычно соединение деталей осуществляется по цилиндрическим или (реже) коническим поверхностям, при этом одна деталь охватывает другую, специальные соединительные детали отсутствуют.
В машиностроении применяют переходные посадки, при которых возможно получение как зазора, так и натяга.
Соединение деталей с гарантированным натягом относится к соединениям, передающим рабочие нагрузки за счет сил трения между валом и отверстием.
К основным достоинствам цилиндрических соединений с гарантированным натягом относятся: простота конструкции, хорошее центрирование соединяемых деталей, возможность передачи больших нагрузок как статических, так и динамических (ударных). Обычно соединения с гарантированным натягом относят к неразъемным соединениям, однако цилиндрические соединения допускают разборку (распрессовку) и сборку (запрессовку) деталей.
К основным недостаткамцилиндрических соединений с гарантированным натягом относятся: сложность сборки и разборки соединений, возможность уменьшения величины расчетного натяга соединяемых деталей и повреждения их посадочных поверхностей при сборке (запрессовке), требование пониженной шероховатости посадочных поверхностей и высокие требования к точности их изготовления,повышенная концентрация напряжений, большое рассеивание сил сцепления в связи с рассеиванием действительных посадочных размеров в пределах допусков и коэффициентов трения.
Характерными примерами соединение с натягом могут служить кривошипы, пальцы кривошипов, детали составных коленчатых валов двигателей автомобилей, венцы зубчатых и червячных колес, ступиц колес с валом и т. п.

Рис. 27. Соединения с гарантированным натягом: а — посадка с зазором; б — посадка с натягом
Натягом называют положительную разность размера вала dB и отверстия do до сборки:
N= dВ -do>0.

Рис. 28. Схема расположения полей допусков
При расчете посадок с гарантированным натягом давление р на сопрягаемые поверхности должно быть таким, чтобы силы трения оказались больше внешних нагрузок и обеспечили неподвижность соединяемых деталей после приложения внешних усилий.
Неподвижность соединения при нагружении соединения осевой силой и вращающим моментом обеспечивается за счет сил трения Ff при условии, что
 (22)
(22)
где f - коэффициент сцепления; Т — вращающий момент, Нм; d — диаметр посадочной поверхности, мм (см. рис. 27, б); Fa — осевая сила, Н.
Так как в быстровращающихся соединениях давление на посадочной поверхности деталей может быть ослаблено центробежными силами, действующими на детали, то для oбеспечения надежности этих соединений давление на контактной поверхности увеличивают с учетом действующих центробежных сил.
При расчетах соединений стальных и чугунных деталей коэффициент сцепления принимают: при сборке с запрессовкой f = 0,08 и при сборке с нагревом, охватывающей детали, f=0,14. Если одна из соединяемых деталей стальная или чугунная, а другая – латунная или бронзовая, то рекомендуется принимать f=0,05.
Расчетный натяг цилиндрического соединения N связан с посадочным давлением р следующей зависимостью, вытекающей из формулы Ляме, вывод которой приведен в курсе сопротивления материалов:
 , (23)
, (23)
где
 и
и  .
.
Здесь d – посадочный диаметр; d1 – диаметр отверстия охватываемой детали (для вала сплошного сечения d1 = 0); d2 – наружный диаметр охватывающей детали; Е1 и Е1 – модули упругости материалов охватываемой и охватывающей деталей;  и
и  – коэффициенты Пуассона материалов охватываемой и охватывающей деталей (для стали
– коэффициенты Пуассона материалов охватываемой и охватывающей деталей (для стали  , для чугуна
, для чугуна  , для бронзы
, для бронзы  ).
).
При сборке соединения неровности контактных поверхностей деталей срезаются и сглаживаются;для компенсации этого действительный натяг соединения Na должен быть больше расчетного натяга N, вычисляемого по формуле (23). Зависимость между Nd и Np определяется формулой
 ,
,
где  и
и  – высоты неровностей профилей по десяти точкам сопрягаемых поверхностей, принимаемые по ГОСТ 2789-73.
– высоты неровностей профилей по десяти точкам сопрягаемых поверхностей, принимаемые по ГОСТ 2789-73.
По величине Nд подбирают соответствующую стандартную посадку, у которой для надежности соединения наименьший натяг Nmin должен быть равен Nд или очень близок к нему.
Соединения с натягом (прессовые соединения) могут быть получены тремя способами:
- запрессовкой, простейший и высокопроизводительный способ, обеспечивающий удобного контроля измерения силы запрессовки, но связанный с опасностью повреждения поверхностей и затрудняющий применение покрытий;
- нагревом охватывающей детали до температуры ниже температуры отпуска – способ, обеспечивающий повышения прочности сцепления более чем в 1,5 раза по сравнению с запрессовкой, так как при запрессовке неровности на контактных поверхностях деталей частично срезаются и сглаживаются, что приводит к ослаблению прочности соединения. Данный метод особенно эффективный при больших длинах соединяемых деталей;
- охлаждением охватываемой детали – способ, преимущественно применяемый для небольших деталей, например втулок, в массивные корпуса деталей, при этом обеспечивается наибольшая прочность сцепления.
Расчет соединения включает определение необходимого натяга для обеспечения прочности сцепления и проверку прочности соединяемых деталей.
При сборке цилиндрического соединения с нагревом охватывающей или охлаждением охватываемой детали необходимая разность температур  соединяемых деталей определяется по формуле
соединяемых деталей определяется по формуле
 ,
,
где Nmax – наибольший натяг выбранной для соединения посадки;
S – зазор, необходимый для сборки соединения, принимаемый обычно равным наименьшему зазору посадки движения;
 – коэффициент линейного расширения нагреваемой или охлаждаемой детали, принимаемый для стали
– коэффициент линейного расширения нагреваемой или охлаждаемой детали, принимаемый для стали  , для чугуна
, для чугуна  , для оловянных бронз
, для оловянных бронз  , для латуни
, для латуни  , для алюминиевых сплавов
, для алюминиевых сплавов  ;
;
d – номинальный посадочный диаметр.
Нагрев охватывающей детали производится в зависимости от требуемой температуры горячим маслом, в электрической или газовой печи. Охлаждение охватываемой детали производят жидким воздухом или сухим льдом.
Дата добавления: 2015-02-09; просмотров: 297; Мы поможем в написании вашей работы!; Нарушение авторских прав |