КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Заклёпочные соединения
Заклепочные соединения состоят из двух или нескольких листов или деталей, соединяемых (склепываемых) в неразъемную конструкцию с помощью заклепок (рис. 18).
Заклепкой называют круглый стержень, имеющий сформированную закладную головку 1 на одном конце и формируемую в процессе клепки замыкающую головку 2 на другом его конце. При этом детали сильно сжимаются, образуя прочное, неподвижное неразъёмное соединение.Форма и размеры заклепок регламентированы стандартом (рис. 19).
Заклепочным швом называют соединение, осуществляемое группой заклепок (рис. 20).
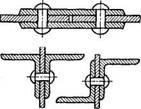
Рис. 18. Заклепочные соединения
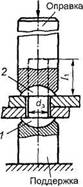
Рис. 19. Формирование заклепочного шва

Рис. 20. Однорядное заклепочное соединение
Отверстия под заклепки в деталях продавливают или сверлят. При продавливании образуются мелкие трещины по периферии отверстий. Трещины могут быть причиной разрушения заклепочного шва во время работы. Продавленные отверстия применяют в малоответственных конструкциях. Сверление – процесс малопроизводительный и дорогой. Сверленые отверстия применяют в конструкциях, где требуется высокая надежность. При больших диаметрах отверстий практикуют продавливание с последующим рассверливанием.
Каждая заклепка имеет свою зону действия D, на которую распространяется деформация сжатия в стыке деталей. Если зоны действия соседних заклепок пересекаются, то соединение будет плотным. Вследствие пластических деформаций в процессе клепки стержни заклепок заполняют отверстия и заклепки стягивают соединяемые детали. В результате относительному сдвигу склепанных деталей оказывают сопротивление как стержни заклепок, так и силы трения, возникающие на поверхности стыка.
Для обеспечения плотности шва иногда выполняют чеканку (пластическое деформирование листов, например, пневматическими молотками) вокруг заклепок и по кромкам листов.
Заклепки поставляются как готовые изделия.
Заклепочное соединение получают следующим способом.
В отверстия соединяемых деталей вставляют заклепки (см. рис. 19). Под закладную головку 1 устанавливают инструмент-поддержку. Специальной клепальной машиной или вручную (ударами молотка, кувалды) выступающий конец заклепки (  ) осаживают обжимкой в замыкающую головку 2. Для стальных заклепок с
) осаживают обжимкой в замыкающую головку 2. Для стальных заклепок с  мм производят клепку вхолодную, то же относится к заклепкам из цветных металлов и сплавов; с
мм производят клепку вхолодную, то же относится к заклепкам из цветных металлов и сплавов; с  мм с нагревом заклепки до светло-красного каления (1000—1100 0С). Этот способ обеспечивает более высокое качество заклепочного шва, так как заклепки укорачиваются при остывании и стягивают детали, создавая на стыке их поверхностей большие силы трения, препятствующие относительному сдвигу деталей при действии нагрузки
мм с нагревом заклепки до светло-красного каления (1000—1100 0С). Этот способ обеспечивает более высокое качество заклепочного шва, так как заклепки укорачиваются при остывании и стягивают детали, создавая на стыке их поверхностей большие силы трения, препятствующие относительному сдвигу деталей при действии нагрузки
Диаметры отверстий под заклепки dОТВ выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать
dOTB = d3 + 0,05d3,
для горячей клепки
dOTB = d3 + 0,ld3,
где d3 — диаметр устанавливаемой заклепки.
Достоинства и недостатки заклепочных соединений по сравнению с другими видами неразъемных соединений.
Достоинства:
- высокая надежность соединения;
- удобство контроля качества клепки;
- повышенная сопротивляемость ударным и вибрационным нагрузкам;
- возможность соединения деталей из трудносвариваемых металлов, например из алюминия;
- не дают температурных деформаций;
- детали при разборке не разрушаются.
Недостатки:
- высокая стоимость, так как процесс получения заклепочного шва состоит из большого числа операций (разметка, продавливание или сверление отверстий, нагрев заклепок, их закладка, клепка) и требует применения дорогостоящего оборудования (станки, прессы, клепальные машины).
- повышенный расход материала для этого соединения (из-за ослабления соединяемых деталей отверстиями под заклепки требуется увеличение их толщины, применение накладок и т. п.);
- детали ослаблены отверстиями;
- высокий шум и ударные нагрузки при изготовлении;
- невозможность соединения деталей сложной конфигурации.
Область применения.
В настоящее время в связи с бурным развитием сварки заклепочные соединения имеют ограниченное применение (в конструкциях, для которых методы сварки и склеивания еще недостаточно разработаны или мало эффективны, а также в соединениях, работающих при больших вибрационных или ударных нагрузках при высоких требованиях к надежности соединения). Также в соединениях окончательно обработанных деталей, в которых применение сварки недопустимо из-за их коробления при нагреве. Большой объем клепально-сборочных работ производится при изготовлении летательных аппаратов. Некоторые самолеты имеют более миллиона заклепок. Заклепочные соединения находят применение в подъемно-транспортных машинах, в строительстве железнодорожных мостов, котлостроении и т. п.
Классификация.
Заклепочные швы классифицируют:
- по назначению — прочные швы (мостовые и крановые фермы, самолеты и т. д.), обеспечивающие прочность соединения, прочноплотные (в котлах и резервуарах с высоким давлением), плотные (в резервуарах с небольшим внутренним давлением), обеспечивающие прочность и герметичность;
- по взаимному расположению склепываемых деталей - швы встык с одной или двумя накладками (см. рис. 18) и швы внахлестку (см. рис. 19);
- по числу рядов (для швов встык число рядов учитывается по одну сторону стыка) — однорядные (см. рис. 20) и многорядные (рис. 21);
- по расположению заклепок в рядах — параллельные (рис. 22) и шахматные (рис. 23) швы;
- по условиям работы (по числу плоскостей среза) — односрезные швы — с одной плоскостью среза в каждой заклепке (см. рис. 20, 22) и многосрезные — с несколькими плоскостями среза каждой заклепки (двухсрезные — см. рис. 18; 23).
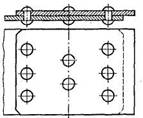
Рис. 21. Многорядное заклепочное соединение

Рис.22. Многорядное заклепочное соединение
Дата добавления: 2015-02-09; просмотров: 327; Мы поможем в написании вашей работы!; Нарушение авторских прав |