КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
гомогенизаторы – подразделяются на клапанные, дисковые или центробежные и ультрозвуковые.
31 Классификация теплообменного оборудования.
Теплообменникпредставляет собой устройство, предназначенное для передачи тепла между средами, имеющими разные температуры нагрева. Вещество, имеющее большую температуру и, соответственно, обладающее большей тепловой энергией, называется теплоносителем. Оно отдает тепло холодному веществу, нагревая его. В теплообмене могут участвовать различные жидкости, пары и газы, в том числе и дымовые.
Теплообменное оборудование предназначено для уменьшения непроизводительных потерь тепла и сокращения расхода топлива во время производственного процесса.
Теплообменные аппараты классифицируют по различным признакам.
По способу передачи тепла теплообменные аппараты делят на поверхностные и смесительные. В поверхностных аппаратах рабочие среды обмениваются теплом через стенки из теплопроводного материала, а в смесительных аппаратах тепло передается при непосредственном перемешивании рабочих сред.
Смесительные теплообменники проще по конструкции чем поверхностные: тепло в них используется полнее. Но они пригодны лишь в тех случаях, когда по технологическим условиям производства допустимо смешение рабочих сред.
Поверхностные теплообменные аппараты, в свою очередь, делятся на рекуперативные и регенеративные. В рекуперативных аппаратах теплообмен между различными теплоносителями происходит через разделительные стенки. При этом тепловой поток в каждой точке стенки сохраняет одно и то же направление. В регенеративных теплообменниках теплоноситель попеременно соприкасается с одной и той же поверхностью нагрева. При этом направление теплового потока в каждой точке стенки периодически меняется.
Нагреваемая среда и теплоноситель могут двигаться в одном направлении (прямоточный теплообменник) и в противоположных направлениях (противоточные теплообменники). Противоточные теплообменники имеют больший КПД и позволяют нагревать холодную среду выше температуры теплоносителя на выходе из теплообменного аппарата.
Рекуперативное теплообменное оборудование может иметь различную конструкцию:
2 1 Труба в трубе
3 2 Витые
4 3 Двухтрубные
5 4 Погружные
6 5 Ребристые и др.
32 Ультрафильтрация.
Ультрафильтрация – это баромембранный процесс, заключающийся в том, что жидкость под давлением «продавливается» через полупроницаемую перегородку. Размер отверстий (пор) ультрафильтрационных мембран лежит в пределах от 5 нм до 0,05–0,1 мкм. Главное отличие мембраной фильтрации от обычного объемного фильтрования в том, что подавляющее большинство всех задерживаемых веществ накапливается на поверхности мембраны, образуя дополнительный фильтрующий слой осадка, который обладает своим сопротивлением.
При ультрафильтрации исходный раствор разделяется на два принципиально новых продукта: низкомолекулярный (фильтрат) и высокомолекулярный. Фильтрат проходит сквозь мембрану и удаляется через дренажную систему, а высокомолекулярный продукт коннцентрируется. Ультрафильтрация позволяет выделять молочные белки из вторичных продуктов молочной промышленности и ценные вещества из других пищевых растворов, получать дополнительные резервы производства продуктов питания.
Ультрафильтрацию применяют при разделении систем, в которых молекулярная масса растворенных в растворителе компонентов значительно превышает молекулярную массу растворителя. При разделении водных растворов ультрафильтрацию используют, когда растворенные компоненты имеют молекулярную массу 500 и выше. Движущая сила ультрафильтрации — разность рабочего атмосферного давлений. Обычно ультрафильтрацию проводят при невысоких давлениях, равных 0,1.. 1,0 МПа.
Ультрафильтрация протекает под действием перепада давления до мембраны и после нее. В зависимости от назначения процесса ультрафильтрации применяют мембраны, которые пропускают растворитель и преимущественно низкомолекулярные соединения (при разделении высоко- и низкомолекулярных соединений), только растворитель и определенные фракции высокомолекулярных соединений, (при фракционировании высокомолекулярных соединений), только растворитель (при концентрировании высокомолекулярных соединений). Применение ультрафильтрационных аппаратов:
1 Промышленность – в качестве предварительной очистки для дальнейшего обессоливания;
2 Системы питьевого водоснабжения – предварительной очистки, осветления и улучшения качества питьевой воды;
3 Пищевая промышленность - холодная стерилизация; финишная фильтрация; осветление, разделение/концентрирование/фракционирование биологически активных веществ, извлечение/концентрирование белков и лактозы.
Классификация оборудования
В зависимости от вида используемых мембран различают основные виды мембранных аппаратов:
1 пленки и пластины - плоскорамные;
2 трубки - трубчатые;
3 свернутые пленки - рулонные;
4 полое волокно – половолоконные.
Эти аппараты могут быть корпусными и бескорпусными. По положению мембранных элементов их делят на горизонтальные и вертикальные; по условиям монтажа - на разборные и неразборные. В зависимости от конструкции аппаратов и схемы установок аппараты могут работать как в режиме идеального вытеснения, так и в режиме идеального перемешивания.
Аппараты для ультрафильтрации бывают периодического и непрерывного действия. Аппараты периодического действия применяют, как правило, только в лабораторной практике. В промышленности работают проточные аппараты непрерывного действия.
В фильтрах непрерывного действия автоматически чередуются операции: фильтрация, сушка, промывка, разгрузка и регенерация фильтрующей ткани. Однако эти операции проходят непрерывно и независимо одна от другой в каждой зоне фильтра, поэтому процесс работы фильтра протекает непрерывно.
33 Способы сушки. Классификация.
Многие виды сырья в пищевой промышленности содержат значительное количество воды. Влага из материалов может быть удалена различными способами: механическим, физико-химическим, тепловым (сушка). Высушиванию подвергаются твердые и жидкие материалы, содержащую воду.
Сушка это сложный технологический процесс, в результате которого изменяются свойства материала.
Способы сушки
1 Естественная сушка — сушка на открытом воздухе при естественном освещении, без влияния человека на факторы интенсифицирующие процесс (температуры продукта и сушильного агента (воздуха), давление, скорость движения сушильного агента, влажность и т. д.). Используется для сушки плодов, ягод, грибов в регионах с подходящими климатическими условиями.
7 Искусственная сушка — производится в специальных аппаратах (сушильных установках), с принудительным изменением факторов, влияющих на интенсивность процесса (температура, давление влажность, геометрические размеры объекта сушки и т. д.).
34. Контактные сушилки. Классификация.
В контактных сушилках тепло высушиваемому материалу передается через металлическую стенку, обогреваемую паром или водой. Поверхность контакта может быть либо цилиндрической, когда паста или густой раствор высушиваемого продукта подаются на поверхность обогреваемого цилиндра (одно- и двухвальцовые сушилки), либо плоской, когда влажный продукт насыпается на горизонтальные плиты, обогреваемые изнутри паром, водой, электронагревателями. Применяют цилиндрические поверхности с наружным обогревом цилиндров и подачей материала внутрь (гребковые, центробежно-щеточные сушилки).
Одновальцовая сушилка
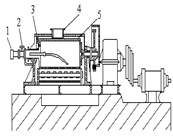 1-сифонная трубка; 2-патрубок для пара;3-цапфа;4-патрубок для отвода воздуха;5-чугунный валец (Рис.1)
1-сифонная трубка; 2-патрубок для пара;3-цапфа;4-патрубок для отвода воздуха;5-чугунный валец (Рис.1)
Схема одновальцовой сушилки приведена на рисунке 1. Сушилка представляет собой полый чугунный валец 5, вращающийся от электродвигателя. Пар, обогревающий валец, поступает через патрубок 2 и цапфу 3. Влажный материал подается в лоток 9, где перемешивается мешалкой. Конденсат отводится через сифонную трубку 1. Пленка материала, образующаяся на поверхности вальца, калибруется скребком, укрепленным на оси, и срезается ножом. Высушенный продукт по фартуку через патрубок поступает в ящик. Влажный воздух отсасывается через патрубок 4.
Диаметр таких сушилок типа СОА 600 - 800 мм при площади поверхности нагрева до 5 м2. Диаметр вакуумных сушилок типа СВЦО до 1250 мм при длине вальца от 1400 до 3200 мм. Напряжение поверхности барабана по влаге составляет  =30
=30  70 кг/(м2.ч).
70 кг/(м2.ч).
Двух вальцовая сушилка

1 - загрузочная воронка: 2 - вытяжное устройство; 3 - ножи-скребки;4 - шнек; 5 - вальцы. (Рис.2)
Двухвальцовая сушилка (рисунок 2) состоит из полых барабанов-вальцов 5, вращающихся навстречу друг другу и обогреваемых изнутри паром. Подвод пара внутрь барабана и отвод конденсата производится через полую цапфу. Материал поступает сверху через загрузочную воронку 1. При вращении вальцов к ним прилипает тонкий слой материала, который высыхает за время одного оборота. Сухой материал снимается неподвижными ножами-скребками 3 и удаляется шнеками 4 или другим транспортным устройством. Для отвода образующегося при сушке пара служит вытяжное устройство 2.
Вальцовая вакуум-сушилка
 1-вальцы; 2-скребки; 3-патрубок для влажного материала; 4-патрубок для отвода газа; 5,7-колоколы; 6-камера для сбора сухого материала. (Рис.3)
1-вальцы; 2-скребки; 3-патрубок для влажного материала; 4-патрубок для отвода газа; 5,7-колоколы; 6-камера для сбора сухого материала. (Рис.3)
Вальцовая вакуум-сушилка применяется в тех случаях, когда необходимо снизить температуру сушки. От обычной вальцовой сушилки она отличается тем, что вальцы 1 окружены кожухом, во внутреннем пространстве которого создается вакуум. Влажный материал подается через патрубок 3. При вращении вальцов материал прилипает к ним, высушивается и высушенный срезается скребками 2. Образующийся пар отсасывается через патрубок 4.
В аппаратах, непрерывно перерабатывающих сыпучий материал под вакуумом, особенно трудной задачей является устройство загрузки и выгрузки материала, поскольку сам кусковой материал, имеющий каналы между частицами, не может служить затвором, как жидкость.
35.Конвективная сушка
Конвективные сушилки. Необходимая для сушки теплота обычно доставляется нагретым воздухом, топочными газами либо их смесью с воздухом. Если не допускается соприкосновение высушиваемого материала с кислородом воздуха или если пары удаляемой влаги огнеопасны, сушильными агентами служат инертные газы (азот, СО2 и др.) либо перегретый водяной пар. В простейшем случае сушильный процесс осуществляется таким образом, что сушильный агент, нагретый до температуры, предельно допустимой для высушиваемого материала, однократно используется в аппарате. Для термолабильных материалов (напр., полиэтилена) сушильный агент только частично подогревается в основном калорифере, а остальную теплоту получает в дополнительных калориферах, установленных в сушильной камере. В случае материалов, сушка которых требует (для предотвращения усадки) повышенного влагосодержания теплоносителя и невысоких температур (например, древесина, формованные керамические изделия), применяют сушилки с рециркуляцией части отработанного воздуха, а также сушилки с промежуточным его подогревом между отдельными зонами и одновременной рециркуляцией. Для сушки огне- и взрывоопасных материалов или при удалении из высушиваемых материалов ценных продуктов (углеводороды, спирты, эфиры и др.) используют сушилки с замкнутой циркуляцией потока инертных газов либо воздуха.
Камерные сушилки. В них высушиваемый материал находится неподвижно на полках, установленных в одной или нескольких сушильных камерах. Засасываемый вентилятором и нагретый в калориферах воздух проходит между полками над материалом. Сушилки работают периодически при атмосферном давлении и применяются в малотоннажных производствах для материалов с невысокой температурой сушки (например, красители).
Туннельные сушилки (рис. 3) - камерные сушилки непрерывного действия. Представляют собой длинные (типа коридора) камеры, внутри которых по рельсам перемещаются тележки (вагонетки) с лежащим на лотках или противнях высушиваемым материалом. Нагретый воздух обтекает лотки прямо- или противотоком; возможна рециркуляция воздуха. Эти сушилки используют для сушки кирпича, керамических изделий, окрашенных и лакированных металлических поверхностей, пищевых продуктов и т.п.
 Рис. 3. Туннельная сушилка: 1-камера (коридор); 2-вагонетки; 3-вентиляторы; 4-калориферы.
Рис. 3. Туннельная сушилка: 1-камера (коридор); 2-вагонетки; 3-вентиляторы; 4-калориферы.
Ленточные сушилки (рис. 4) обычно выполняют в виде многоярусного ленточного транспортера, по которому в камере, действующей при атмосферном давлении, непрерывно перемещается материал, постепенно пересыпаясь с верхней ленты на нижележащие (скорость каждой ленты 0,1-1 м/мин). Сушильный агент может двигаться со скоростью не более 1,5 м/с прямо- или противотоком, а также сквозь слой материала при наличии перфорированной ленты. Эти сушилки компактнее, чем камерные и туннельные, и отличаются большей интенсивностью сушки, однако также сложны в обслуживании из-за необходимости ручного труда, перекосов и растяжений лент. Область применения - сушка зернистых, гранулированных, крупнодисперсных и волокнистых материалов; непригодны для сушки тонкодисперсных пылящих материалов. Для сушки последних используют ленточные сушилки с формующими питателями, например рифлеными вальцами (вальце-ленточные сушки).
 Рис. 4. Ленточная сушилка: 1-камера; 2, 6-загрузочный и разгрузочный бункеры; 3 - ленточный транспортер; 4 - калорифер; 5- вентилятор.
Рис. 4. Ленточная сушилка: 1-камера; 2, 6-загрузочный и разгрузочный бункеры; 3 - ленточный транспортер; 4 - калорифер; 5- вентилятор.
Для обезвоживания пастообразных и листовых (например, бумаги) материалов иногда служат непрерывно действующие при атмосферном давлении петлевые сушилки (рис. 5) - разновидность ленточных сушилок. Влажный материал с помощью питателя подается на бесконечную сетчатую ленту, вдавливается в ее ячейки, проходя через обогреваемые паром валки, после чего поступает в сушильную камеру, где движущаяся сетка образует ряд петель. Посредством автоматического ударного устройства высушенный материал сбрасывается в разгрузочный шнек. Горячий сушильный агент движется поперек ленты. Такие сушилки обычно работают с промежуточным подогревом воздуха, частичной рециркуляцией его по зонам и обеспечивают большую скорость сушки по сравнению с камерными сушилками, но конструктивно сложны и требуют значительных эксплуатационных расходов.
 Рис. 5. Петлевая сушилка: 1-питатель; 2-лента; 3-валки; 4-автоматич. ударное устройство; 5-разгрузочный шнек; 6-вентиляторы.Барабанные сушилки (рис. 6) распространены благодаря высокой производительности, простоте конструкции и возможности непрерывно сушить при атм. давлении мелкокусковые и сыпучие материалы (колчедан, уголь, фосфориты, минеральные соли и др.). Такая сушилка представляет собой установленный с небольшим наклоном к горизонту (угол a до 4°) цилиндрич. барабан с бандажами. Последние при вращении барабана (с помощью зубчатого колеса от электропривода) с частотой 5-6 мин:1 катятся по опорным роликам; осевое смещение барабана предотвращается опорно-упорными роликами. Влажный материал через питатель поступает в барабан и равномерно распределяется по его сечению размещенными внутри насадками. Тесно соприкасаясь при пересыпании с сушильным агентом, например топочными газами (возможен также контактный подвод теплоты через спец. трубчатую насадку), материал высушивается и движется к разгрузочному отверстию в приемном бункере. Газы поступают из примыкающей к барабану топки и просасываются прямотоком через него вентилятором со скоростью 0,5-4,5 м/с; для улавливания из газов пыли между барабаном и вентилятором установлен циклон. Напряжение рабочего объема барабана по испаренной влаге достигает 200 кг/(м3-ч).
Рис. 5. Петлевая сушилка: 1-питатель; 2-лента; 3-валки; 4-автоматич. ударное устройство; 5-разгрузочный шнек; 6-вентиляторы.Барабанные сушилки (рис. 6) распространены благодаря высокой производительности, простоте конструкции и возможности непрерывно сушить при атм. давлении мелкокусковые и сыпучие материалы (колчедан, уголь, фосфориты, минеральные соли и др.). Такая сушилка представляет собой установленный с небольшим наклоном к горизонту (угол a до 4°) цилиндрич. барабан с бандажами. Последние при вращении барабана (с помощью зубчатого колеса от электропривода) с частотой 5-6 мин:1 катятся по опорным роликам; осевое смещение барабана предотвращается опорно-упорными роликами. Влажный материал через питатель поступает в барабан и равномерно распределяется по его сечению размещенными внутри насадками. Тесно соприкасаясь при пересыпании с сушильным агентом, например топочными газами (возможен также контактный подвод теплоты через спец. трубчатую насадку), материал высушивается и движется к разгрузочному отверстию в приемном бункере. Газы поступают из примыкающей к барабану топки и просасываются прямотоком через него вентилятором со скоростью 0,5-4,5 м/с; для улавливания из газов пыли между барабаном и вентилятором установлен циклон. Напряжение рабочего объема барабана по испаренной влаге достигает 200 кг/(м3-ч).

Рис. 6. Барабанная сушилка: 1-барабан; 2-питатель; 3-бандажи; 4-зубчатое колесо; 5 - вентилятор; 6-циклон; 7-приемный бункер; 8-топка.Сушилки со взвешенным слоем характеризуются высокими относительными скоростями движения фаз и развитой поверхностью контакта. Основные гидродинамические режимы работы: пневмотранспорт; закрученные потоки; псевдоожижение; фонтанирование. При существенном уменьшении в процессе сушки массы частиц дисперсного материала применяются режимы свободного фонтанирования и проходящего кипящего слоя. Среди этих сушилок наиболее распространены пневматические, вихревые камеры, аппараты с кипящим и фонтанирующим слоем, вибрационные.
36.Сублимационная сушка
В сублимационных сушилках основную часть влаги (до 85%) удаляется в замороженном состоянии под глубоким вакуумом (остаточное давление 5-330 Па) при температуре 0°С; остальная влага испаряется тепловой вакуум-сушкой. (при 30-45 °С). Теплота, необходимая для сушки, подводится к материалу от нагретых поверхностей или радиацией от нагретых экранов. Эти сушилки громоздки и сложны в эксплуатации, однако отличаются незначительным расходом теплоты (2,1-2,3 кДж/кг) и позволяют сохранить биологические свойства высушиваемых пищевых продуктов и медицинских препаратов (антибиотики, плазма крови и т.д.).
Благодаря тому, что лёд может испаряться, минуя жидкую фазу, стало возможным применять сублимационную сушку продукции. Для проведения такого процесса как возгонка льда необходимо создать определённые условия. Чем же консервирование продуктов с помощью сублимационной сушки лучше, чем другие способы переработки? Во-первых, после обработки для хранения не требуется отрицательной температуры. Вполне достаточно комнатной. Во-вторых, Значительная часть влаги испаряется, а, следовательно, снижается масса продукта, что упрощает его транспортировку. В-третьих, сильно увеличивается срок хранения, а значит, продукт легче реализовывать. И наконец, в-четвертых, пищевые качества продукта практически не снижаются.
Что нужно для осуществления сублимационной сушки продукции? Необходимо соблюдение двух условий:
1. Большая часть влаги (свободная влага) должна содержаться в продукте в виде льда и доля её в общем объёме влаги должна быть не менее 70%.
2. Должна поддерживаться необходимая для нормального протекания процесса возгонки льда разность парциальных давлений между парами воды над поверхностью продукта и парами в сушильной камере.

Как показано на рисунке главным условием сублимационной сушки является уровень давления ниже значения в тройной точки. Такое условие обеспечивает переход льда в пар без участия жидкой фазы. Далее пар конденсируют на специальных испарителях.
При сушке продукт нагревается, а затем отдаёт тепло, когда испаряется лёд. Значит, для компенсации этой потери и поддержания необходимой температуры нужно постоянно подводить тепловую энергию. Постепенно граница парообразования смещается от поверхности продукта вглубь. Это осложняет эффективный подвод тепла. Высохшие слои продукта за счёт низкой теплопроводности затрудняют как подведение тепла к зоне сушки, так и удаление влаги из продукта.
Дата добавления: 2015-04-16; просмотров: 253; Мы поможем в написании вашей работы!; Нарушение авторских прав |