КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
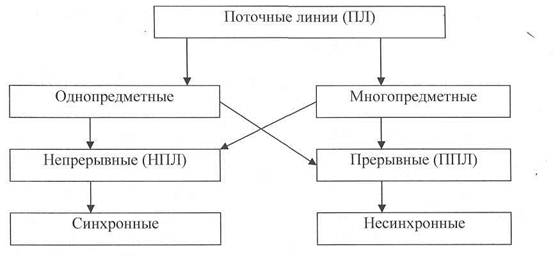
Классификация организационных форм поточных линий
|
При проектировании и организации поточных линий выполняются расчеты показателей, определяющих регламент работы линии и методы выполнения технологических операций.
Такт поточной линии — промежуток времени между выпуском изделий (деталей, сборочных единиц) с последней операции или их запуском на первую операцию поточной линии.
Исходные данные расчета такта:
- производственное задание на год (месяц, смену);
- плановый фонд рабочего времени за этот же период;
- планируемые технологические пооперационные потери.
Такт поточной линии рассчитывается по формуле
t%

Г = Fa / NBbln,
где г — такт поточной линии (в мин.);
¥л — действительный годовой фонд времени работы линии в планируемом периоде (мин.);
NBbm — плановое задание на тот же период времени (шт.).
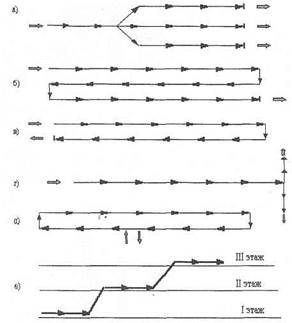
Ритм — это количество изделий, выпускаемых поточной линией в единицу времени. Движение изделия по поточной линии при расположении оборудования: а — одностороннем; б ■— двухстороннем
 | ||||
 | ||||
 |
|
а —разветвляющаяся; б — зигзагообразная; в — П-
образная; г — Т-образная; д — замкнутая; е — многоуровневая.
5. Непрерывно поточные линии с рабочим конвейером
Рабочий конвейер оснащен механическим транспортером, который перемещает обрабатываемый объект вдоль линии, регламентирует ритм работы и служит местом выполнения операций. Поскольку объекты не снимаются с конвейера, линии с рабочим конвейером применяют, главным образом, для сборки и сварки изделий, заливки в формы (в литейных цехах), окраски узлов и агрегатов в специальных красильно-сушильных автоматических камерах.
Дата добавления: 2015-04-16; просмотров: 272; Мы поможем в написании вашей работы!; Нарушение авторских прав |