КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Поточные и непоточные формы производственных процессов
Существуют две формы организации производства - поточное и непоточное.
Поточное производство — форма организации производственного процесса, при которой все операции согласованы во времени, повторяются через строго установленные интервалы, все рабочие места являются специализированными и располагаются в соответствии с ходом технологического процесса. В поточном производстве воплощаются все принципы организации производственного процесса, что обеспечивает наиболее эффективное его функционирование. Поточные формы работы наиболее распространены в массовом производстве, но применяются также в серийном и единичном.
Планирование и управление материальным потоком при данной форме организации не представляют особой сложности в силу проработанности вопроса упорядочения движения предметов труда в пространстве и во времени, организации их ритмичной обработки. Поточное производство в своем развитии идет по пути автоматизации внедрение автоматических линий, станков с числовым программным обеспечением, линий, содержащих оборудование с программным управлением, применение микропроцессорной техники, промышленных роботов, робототехнических комплексов, гибких производственных систем.
Непоточная форма, которая применяется в основном в единичном, мелкосерийном и серийном производствах, часто понимается как преимущественно неупорядоченное движение предметов труда в пространстве, сочетаемое с прогнозированным движением во времени.
Наибольшая сложность организации непоточного производства по сравнению с поточной, состоит, прежде всего, в необходимости упорядочения движения предметов труда в пространстве, сведения хаотичных потоков в единый технологический маршрут производства однотипной продукции.
Упорядочение движения деталей возможно только путем организации их однонаправленного движения, унификацией и типизацией технологических процессов изготовления деталей, закрепленных за одним предметно-замкнутым участком. Для организации производственного процесса в пространстве используют методы типизации технологических процессов и групповой унификации.
Схемы технологических процессов представляют собой описание последовательности прохождения обрабатываемой детали или сборочной единицы по всем цехам, а внутри цехов — по всем операциям с указанием данных об оборудовании, оснастке, материальных и трудовых нормативов, а также содержат описание процесса изготовления на всех операциях.
Дальнейшее упорядочение движения предметов труда основано на оптимальном размещении необходимого состава станочного парка производственных участков в соответствии с разработанными технологическими процессами или маршрутами. Для этого перспективно использовать станочный парк на резиновой подложке, а всю технологическую проводку к станкам осуществлять по верху.
Итак, однонаправленное движение предметов труда, разработанное на основе типизации и унификации технологических процессов, является обязательным и достаточным условием для перехода от прогнозирования хода производственного процесса к его всестороннему планированию, поскольку при хаотичном движении предметов труда определить длительность производственного цикла и сроки изготовления деталей и изделий возможно только с некоторой степенью вероятности.
Организация технологических процессов позволяет перейти к оперативному планированию и управлению материальным потоком в производстве в случае соблюдения следующих условий: ритмичной и согласованной работы по единому графику с равномерным выпуском продукции; максимальной непрерывности производственного процесса, максимальной надежности и гибкости плановых расчетов, обеспечения непрерывности планового руководства; обеспечения соответствия системы оперативного управления производством типу и характеру конкретного производства.
Календарный метод планирования материальных потребностей (стандарт системы MRP I)
Типовой календарный метод планирования MRP состоит из ряда логически связанных процедур, правил и требований, переводящих производственное расписание (план выпуска продукции) в последовательность требований, синхронизированных по времени, и запланированных покрытий этих требований для каждой единицы материального ресурса, необходимого для изготовления изделия.
Задачами системы календарного планирования являются отыскание Длины совокупного производственного цикла изготовления изделия, календарного времени опережения запуска в производство деталей или их закупки по отношению к срокам сборки сборочных единиц, определение зависимого спроса на детали и сборочные узлы, управление запасами незавершенного производства, планирование производственных операций, Корректировка по мере необходимости производственного расписания.
Система MRP решает три взаимосвязанные проблемы: что производи в каком количестве и когда.
Данная система строится на основе заданного производственного расписания (сформированного по заказам потребителей и на прогнозе спроса), которое определяет сроки и объемы производства конечного изделия (табл. 3.2).
Таблица 3.2.
Производственное расписание на изготовление изделия И

Затем система последовательно определяет время и необходимое количество материальных ресурсов для удовлетворения потребностей производственного расписания (рис. 3.8).
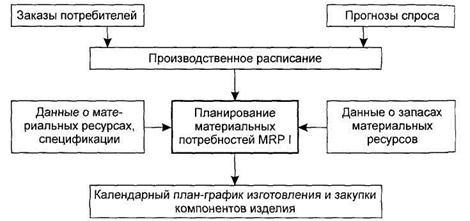
Рис. 3.6 Схема системы календарного планирования MRP I
Для расчета необходимы данные:
• о материальных ресурсах и спецификациях на изделие (состав изделия), содержащие всю требуемую информацию о номенклатуре и основных параметрах сырья, материалов, компонентов, полуфабрикатов и т. п., которые необходимы для изготовления (сборки) изделия;
• о нормативных сроках изготовления каждого элемента или компонента изделия или длительности их производственного цикла;
• о нормах расхода материальных ресурсов на единицу изготавливаемой детали, сборочного компонента и готового изделия;
• о наличных запасах материальных ресурсов.
Процесс создания конечного изделия (И) включает изготовление или
закупку всех деталей (Д), сборку всех сборочных (Сб) единиц (узлов, агрегатов, механизмов), сборку, отладку и контроль готового изделия. При этом предполагается, что различные детали изготавливаются одновременно, а длительность совокупного производственного цикла определяют по ведущей детали. Тогда производственный цикл изделия рассчитывают по формуле:
Тц= Тид +Тцс
где Тид — производственный цикл изготовления ведущей детали, т. е. у которой он имеет максимальную продолжительность; Тцс — производственный цикл сборочных и испытательных работ. Нормативный срок изготовления каждого компонента изделия и длительность производственного цикла окончательной сборки изделия определяются как ti.. Структура производственного цикла изделия И определяется составом операций, необходимых для изготовления промежуточных компонентов, и связями между этими компонентами и соответствующими операциями. Таким образом, состав операций зависит от номенклатуры деталей, сборочных единиц, их количества и технологических процессов изготовления и сборки. Взаимосвязь операций и процессов предопределяется схемой изготовления изделия и производственными условиями. Схема изготовления изделия (состав изделия) представляется в виде уровневого построения изделия (рис. 3.7)

Рис. 3.7 Уровневое построение изделия
Итак, одно изделие И состоит из сборочных единиц Сб-1, Сб-2, Сб-3 в количестве 2 шт., 1 шт., 1 шт. соответственно. В свою очередь, одна сборочная единица Сб-1 включает 3 шт. детали Д-1 и 1 шт. сборочной единицы Сб-4 и т. д. Количество каждого компонента для производства единицы Детали верхнего уровня соответствует значениям, проставленным в скобках при компонентах.
Расчет количества составных элементов для сборки изделия И в количестве X единиц сводится в табл. 3.3.
Таблица 3.3.

В соответствии с данными по наличному запасу ресурсов z, на каждый элемент i (изделие, сборочная единица, деталь) необходимо в расчетах скорректировать истинную (чистую) производственную или закупочную потребность qчi исходя из общей (полной) потребности qпi, тогда qчi = qпi – zi.
Заранее определенные нормативы времени изготовления деталей, сборочных единиц и сборки готового изделия или времени поставки компонентов от поставщика ti влияют на общую продолжительность цикла изготовления изделия и определяют расчетное опережение срока запуска в производство очередного компонента или момента заказа у поставщика необходимых материальных ресурсов.
Совокупные расчеты по календарному планированию сводятся в табл. 3.4.
Таблица 3.4.
Табличная форма календарно-плановых расчетов

Окончание табл. 3.4.

На основе табличных расчетов можно построить цикловой график изготовления изделия (рис. 3.8).

Рис. 3.8 Графическое изображение календарно-плановых расчетов
Данный цикловой график построен для условий, когда изготовление изделия не лимитируется составом оборудования производственных цехов и участков, что характерно для метода MRP и является его одним из основных недостатков. То есть предполагается максимальное запараллеливание работ, в связи с чем длительность цикла будет минимальной.
Вместе с тем условия производства, ограничения по ресурсам могут потребовать выполнения некоторых работ последовательно, например сборочные единицы Сб-1 и Сб-2 собираются и отлаживаются на одном и том же стенде, прежде чем поступают на общую сборку; тогда это приведет к смещению работ в календарном плане и к увеличению продолжительности циклового графика (рис. 3.9).

Рис. 3.9 Цикловой график изготовления изделия при условии ограничения ресурсов
Решение данной проблемы потребовало применения объемно-календарного метода, наиболее часто используемого в системах класса MRP П и ERP.
Объемно-календарный метод планирования (стандарт концепций MRPII и ERP)
Календарный метод MRP не учитывает наличия ограниченных производственных мощностей. Поэтому основным, наиболее существенным моментом в развитии систем данного класса было включение в новую схему MRP II (планирование производственных ресурсов) модуля планирования мощностей на межцеховом и внутрицеховом уровнях, что позволяет сразу увидеть общую разбалансировку плана и более точно и эффективно осуществлять весь цикл планирования и оперативного управления производством.
Структурно схема планирования производственных ресурсов (основа объемно-календарного планирования) представлена на рис. 3.10.
Результатом расчетов по схеме рис. 3.10 является формирование общего объемно-календарного плана-графика по всему портфелю заказов предприятия. Задача его построения заключается во взаимном сочетании работ и сроков выполнения заказов с учетом пропускной способности производственных мощностей.
Объемно-календарный план строится путем последовательного нанесения на график (по оси абсцисс которого отложено рабочее время, а по оси ординат — состав операций с соответствующим закрепленным за операцией числом рабочих мест) соответствующих упорядоченных работ по отдельным операциям с фиксацией их длительности (трудоемкости). При обнаружении в процессе составления плана «узких мест» или избытка производственных мощностей в отдельные периоды времени вносятся коррективы, сдвигающие или уплотняющие график работ, что отражается на цикловом графике путем изменения сроков и фронта работ. В процессе поступления новых заказов в объемно-календарный план вносятся дополнения.

Рис. 3.10 Схема планирования производственных ресурсов (основа
объемно-календарного планирования)
Такова общая упрощенная схема работы по объемно-календарному методу. Работа по данному методу чревата непредвиденным возникновением «узких» и «широких» мест в производстве, завышением уровня незавершенного производства, возникновением дефицита и т. д.
Объемно-календарный метод применяется в основном в системах класса MRPII и ERP. Использование интегрированных систем управления, построенных на концепции ERP, позволяет в некоторой мере компенсировать недостаток статичных методов планирования за счет оперативности выявления узких мест и большего резервирования производственных мощностей. Статичность объемно-календарного метода проявляется в упрощении представления о производственном процессе обработки партий деталей и усреднении показателей календарно-плановых расчетов.
Вместе с тем использование объемно-календарного метода недостаточно эффективно, мало соответствует сегодняшним требованиям, которые предъявляет рынок потребителя, и современным взглядам на управление, исповедуемым логистикой.
3.7 Концепция «Точно вовремя» (JIT) в сравнении с
Дата добавления: 2014-12-03; просмотров: 558; Мы поможем в написании вашей работы!; Нарушение авторских прав |