КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Классификация сварных швов
По назначению:
- прочные швы, обеспечивающие передачу нагрузки с одного элемента на другой;
- плотные швы, обеспечивающие герметичность соединения – непроницаемость для жидкостей и газов);
- прочно-плотные (обеспечивают передачу нагрузки и герметичность соединения).
 По расположению сварного шва в пространстве (рис. 3.4.28):
По расположению сварного шва в пространстве (рис. 3.4.28):
- нижнее 4;
- вертикальное 2,
- оризонтальное 3;
- потолочное 1.
Нижний шов самый прочный, потолочный – наименее прочный (значения прочности указанных выше швов относятся как 1 : 0,85; 0,9 : 0,8.
По виду соединения:
- стыковые (в стыковых соединениях);
- угловые (в нахлесточных, тавровых и угловых).
 По расположению относительно действующих сил (для угловых швов):
По расположению относительно действующих сил (для угловых швов):
- лобовые 1 (  линии действия нагрузки, № 1) (рис. 3.4.29);
линии действия нагрузки, № 1) (рис. 3.4.29);
- фланговые 2 (  линии действия нагрузки, № 2) (см. рис. 3.4.29);
линии действия нагрузки, № 2) (см. рис. 3.4.29);
- комбинированные (сочетание 1 и 2).
По профилю поперечного сечения (для угловых швов):
- нормальные (рис. 3.4.30, а);
- вогнутые (рис. 3.4.30, б);
- выпуклые (рис. 3.4.30, в);
- специальные (рис. 3.4.30, г).
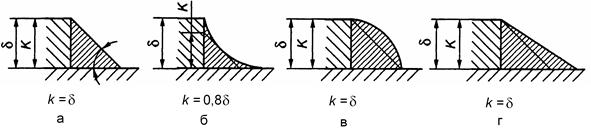
Рис. 3.4.30. Конструкции угловых швов
 Расчет сварных соединений. Расчет стыковых соединений. Основным критерием работоспособности стыковых швов является их прочность. Швы этих соединений работают на растяжение или сжатие.
Расчет сварных соединений. Расчет стыковых соединений. Основным критерием работоспособности стыковых швов является их прочность. Швы этих соединений работают на растяжение или сжатие.
В ходе проектировочного расчета определим длину шва
 .
.
В ходе проверочного расчета запишем условие прочности:
 ,
,
где  ,
,  – расчетное и допускаемое напряжения растяжения (сжатия) для шва;
– расчетное и допускаемое напряжения растяжения (сжатия) для шва;
F – нагрузка, действующая на шов;
 – толщина детали (рис. 3.4.31);
– толщина детали (рис. 3.4.31);
 — длина шва;
— длина шва;
 – коэффициент динамичности нагрузки.
– коэффициент динамичности нагрузки.
Расчет нахлесточных соединений.  При действии осевой растягивающей (или сжимающей) силы считают, что срез угловых швов происходит по сечению 1 – 1 (рис. 3.4.32), проходящему через биссектрису прямого угла.
При действии осевой растягивающей (или сжимающей) силы считают, что срез угловых швов происходит по сечению 1 – 1 (рис. 3.4.32), проходящему через биссектрису прямого угла.
Расчет ведут на срез (напряжениями изгиба пренебрегают).
В ходе проектировочного расчета определим длину шва
 .
.
В ходе проверочного расчета запишем:
 ,
,
где t, [t] – расчетное и допускаемое напряжения среза для шва;
к – катет шва;
g – коэффициент динамичности нагрузки.
По своей прочности нахлесточные соединения уступают стыковым.
Последовательность проектировочного расчета сварных соединений:
1. Выбор конструкции шва (стыковой, угловой), вида сварки и марки электродов.
2. Определение допускаемых напряжений для сварного соединения.
3. Определение длины шва по формулам проектировочного расчета.
4. Чертеж сварного соединения и уточнение размеров соединяемых деталей.
Заклепочные соединения. Заклепочные соединения состоят из двух или нескольких листов или деталей, соединяемых (склепываемых) в неразъемную конструкцию с помощью заклепок.
 Заклепкой называют круглый стержень, имеющий сформированную закладную головку 1 на одном конце и формируемую в процессе клепки замыкающую головку 2 на другом его конце (рис. 3.4.33). Форма и размеры заклепок регламентированы стандартом. Заклепки поставляются, как готовые изделия.
Заклепкой называют круглый стержень, имеющий сформированную закладную головку 1 на одном конце и формируемую в процессе клепки замыкающую головку 2 на другом его конце (рис. 3.4.33). Форма и размеры заклепок регламентированы стандартом. Заклепки поставляются, как готовые изделия.
Заклепочным швомназывают соединение, осуществляемое группой заклепок.
Отверстия под заклепки в деталях для получения заклепочного шва просверливают (реже продавливают).
Заклепочное соединение получают следующим способом. В отверстия соединяемых деталей вставляют заклепки. Под закладную головку 1 устанавливают инструмент-поддержку. Специальной клепальной машиной или вручную (ударами молотка, кувалды) выступающий конец заклепки (  ) осаживают обжимкой в замыкающую головку 2.
) осаживают обжимкой в замыкающую головку 2.
Для стальных заклепок с dз < 12 мм производят клепку вхолодную, для заклепа с dз > 12 мм – с нагревом заклепки до температуры 1000–1100 °С.
При горячем способе клепки обеспечивается более высокое качество заклепочного шва, так как после остывания стержня заклепки его длина сокращается, в результате чего соединяемые детали сжимаются, что препятствует относительному сдвигу деталей при воздействии нагрузок.
Заклепки из цветных металлов и сплавов осаживают без нагрева вхолодную.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки.
Для холодной клепки рекомендуют  , для горячей клепки –
, для горячей клепки –  .
.
Достоинства заклепочных соединений: высокая надежность соединения, удобство контроля качества клепки, повышенная сопротивляемость ударным и вибрационным нагрузкам, возможность соединения деталей из трудносвариваемых металлов.
Недостатки: сравнительно высокая стоимость и трудоемкость получения заклепочного соединения; повышенный расход материала для этого соединения (из-за ослабления соединяемых деталей отверстиями под заклепки требуется увеличение их толщины, применение накладок и т. п.); невозможность соединения деталей сложной конфигурации.
Заклепочные соединения используются в конструкциях, для которых методы сварки и склеивания еще недостаточно разработаны или мало эффективны, а также в соединениях, работающих при больших вибрационных или ударных нагрузках. Большой объем клепально-сборочных работ производится при изготовлении летательных аппаратов. Некоторые ВС имеют более миллиона заклепок. Заклепочные соединения находят применение в подъемно-транспортных машинах, в строительстве железнодорожных мостов, котлостроении и т. п.
В качестве склепываемых материалов могут быть использованы углеродистые и легированные стали, цветные металлы и их сплавы, неметаллические материалы, применяемые в общем машиностроении. Заклепки изготовляют из низкоуглеродистых сталей Ст2, Ст3, Ст2кп, Ст3кп, 10, 15, 10кп, 15кп, легированной стали 12X18Н9Т, меди МЗ, латуни Л63, алюминиевых сплавов АД1, Д18, АМг5 и др.
Дата добавления: 2014-11-13; просмотров: 349; Мы поможем в написании вашей работы!; Нарушение авторских прав |