КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Базовые
 Базовые настройки оказывают наибольшее влияние на результат и чаще всего подвергаются изменениям.
Базовые настройки оказывают наибольшее влияние на результат и чаще всего подвергаются изменениям.
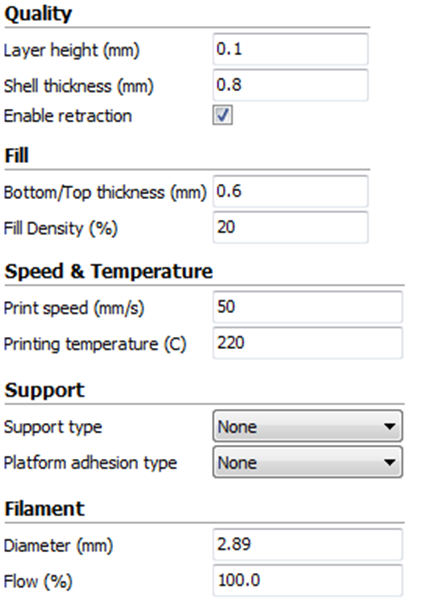
Layer height (Высота слоя). От этих настроек в значительной степени зависит качество и время печати. Обычно используются следующие значения: 0.2 мм для печати низкого качества, 0.1 мм ―для среднего, 0.06 мм ― для высокого, 0.02 мм ― для сверхвысокого.
Shell thickness (Толщина оболочки). Толщина стен объекта. При печати обычного куба ― это толщина его граней. Увеличение этого показателя увеличивает прочность печатаемого объекта.
Enable retraction (Включить ретракцию). Функция ретракции заключается в том, что нить втягивается обратно в экструдер при движении над пропуском в печати. Это уменьшает количество тонких линий (струн) между печатаемыми частями. Как правило, ретракция включена по умолчанию, но если необходимо, ее можно отключить, , чтобы принтер печатал быстрее или если используется материал, который не поддерживает ретракцию.
Bottom/top thickness (Толщина нижней/верхней грани). Эта функция устанавливает толщину внешней оболочки верхней и нижней частей объекта. Например, при печати обычного куба это толщина верхнего и нижнего квадратов, составляющих куб. Увеличение этого параметра приведет к усилению частей объекта и, в зависимости от используемого материала, ― к увеличению твердости вершин.
Fill density (Плотность заполнения). Cura заполняет внутренне пространство модели сеткой. Она необходима для увеличения прочности объекта и для поддержки верхних слоев. Объем заполнения можно установить через настройки. Более плотное заполнение делает объект прочнее и тяжелее, но печать в таком случае требует большего времени. Если нет необходимости в высокой прочности, можно установить значение для этого параметра в 5% (низкая плотность заполнения). Этого значения вполне достаточно для поддержки верхних слоев. Рекомендуемое значение ― 20%
Print speed (Скорость печати). Этот параметр устанавливает скорость, с которой будет производиться печать. По умолчанию установлена величина в 50 мм/с, что достаточно медленно для Joysmaker. Начинать печать рекомендуется именно с этого значения. Скорость можно увеличить до 150 мм/с, но для печати с такой скоростью требуется идеальная калибровка и настройка принтера.
Print temperature (Температура печати). Данная опция устанавливает температуру, при которой будет производиться печать. Этот параметр серьезно влияет на печать. По умолчанию установлена температура 220⁰C, которая несколько велика для PLA. Для этого типа термопластика температуру можно понизить до 190⁰C, чтобы уменьшить количество струн на объекте. Чтобы процесс печати проходил быстрее, температуру следует увеличить.
Support type (Тип опорной сетки). Опорные сетки — сетки, печатаемые под свисающими частями объекта для их поддержки. Без опорной сетки эти элементы объекта висели бы в воздухе, следовательно, не были бы напечатаны. Существует два вида опорных сеток: относящиеся к внутренней и наружной грани объекта.
Platform adhesion type (Тип адгезии платформы). Эта функция обеспечивает прилипание печатаемого объекта к платформе. Большие плоские объекты могут соскальзывать из-за малой площади соприкосновения объекта с платформой. Чтобы этого избежать, предусмотрены специальные функции:
- фундамент (raft) представляет собой толстую сетку под печатаемым объектом. Сетка рубцует дно печатаемого объекта.
- окаймление (brim) представляет собой линии по периметру дна печатаемого объекта, которые увеличивают площадь и тем самым фиксируют объект. При использовании окаймления достигаются наилучшие результаты, т. к. не происходит рубцевания дна, но его реализация требует большей площади платформы.
Filament diameter (Диаметр нити). Параметр определяет диаметр используемой нити. Точно измерить диаметр нити можно с помощью штангенциркуля. Это улучшит результаты печати. Средний диаметр нити Joysmaker 1.75 мм.
Filament flow (Поток нити). Этот параметр используется для увеличения или уменьшения степени экструзии. Некоторые печатаемые объекты или материалы требуют коррекции для уменьшения или увеличения толщины печатаемых линий.
 Расширенные
Расширенные
Расширенные параметры, как правило, достаточно настроить только один раз.
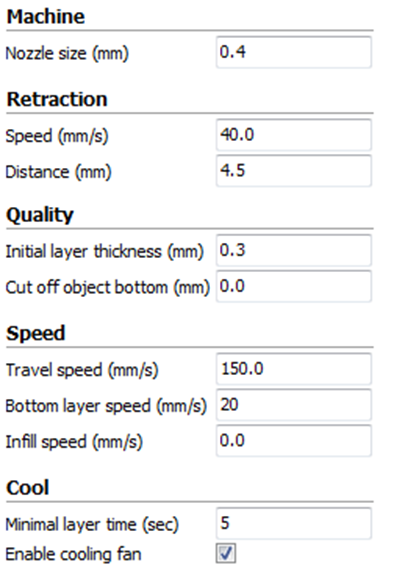
Nozzle size (Размер сопла).По умолчанию установлен размер в 0.4 мм. Для более быстрой печати размер сопла можно увеличить до 0.6 или 0.8 мм.
Retraction speed (Скорость ретракции). Скорость, с которой нить будет втягиваться в печатающую головку при перемещении над отверстиями.
Retraction distance (Длина ретракции). Значение, на которое нить будет втягиваться в печатающую головку. При использовании PLA-пластика для хорошего результата достаточно установить значение в 4.5 мм. Другие материалы требуют отдельных настроек.
Initial layer thickness (Толщина первого слоя). По умолчанию установлено значение в 0.3 мм. При таких параметрах нижний слой получается толстым и хорошо прилипает к платформе.
Cut off bottom (Срез дна). Отрежьте дно модели и объект «вдавится» в платформу. Эта функция полезна тогда, когда у вашего объекта мало точек соприкосновения с платформой.
Travel speed (Скорость передвижения). Эта опция устанавливает скорость, с которой движется принтер во время печати между печатаемыми элементами объекта. По умолчанию установлено значение в 150 мм/с. Но хорошо откалиброванный и смазанный принтер может двигаться и быстрее. Можно установить скорость до 300 мм/с .Следует помнить, что слишком высокая скорость может изменить качество печати.
Infill Speed (Скорость наполнения). Скорость, с которой печатается наполняющая сетка. Если установить значение этого параметра равным нулю, то вся печать будет происходить на одной скорости. Возможно, при использовании высокой скорости внутренней печати, в связи с изменением давления в сопле при переключении от наружной к внутренней печати, появятся незначительные изменения в качестве внешней печати.
Minimal layer time (Минимальное время слоя). Минимальное время, которое тратится на печать одного слоя. Если печать слоя занимает времени меньше, чем задано в настройках, то оставшееся время он будет остывать. Таким образом, слой остынет и затвердеет прежде, чем на него начнет накладываться новый слой.
Enable cooling fan (Включить охлаждающий вентилятор).Охлаждающий вентилятор включен по умолчанию и значительно увеличивает качество печати PLA. При работе с другими материалами вентилятор можно отключить.
Дата добавления: 2014-12-23; просмотров: 345; Мы поможем в написании вашей работы!; Нарушение авторских прав |