КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Загрузка пластиковой нити в Joysmaker
Для того чтобы Joysmakerмог печатать, необходимо загрузить материал. На следующем видео демонстрируется процедура загрузки нити в принтер:
http://www.youtube.com/watch?v=SDizDuAyK9E
Нагрейте сопло до 180°C. Откройте экструдер и вставьте нить снизу:

Отверстие трубки очень узкое и может потребоваться какое-то время, чтобы нить попала в трубку. Проталкивать нить в трубку нужно до того момента, пока из разогретого сопла не начнет вытекать старый пластик. Закройте экструдер:

Регулировка положения платформы
Перед выравниванием платформы Joysmaker необходимо выключить. Посредством программного обеспечения, LCD/SD модуля управления принтером или вручную передвиньте печатающую головку в исходное положение: ближний левый угол. Проверьте расстояние между соплом и платформой. Оно должно быть примерно таким же, как толщина среднего листа бумаги ― около 0.1 мм.
 Для точного выставления нуля убедитесь, что на сопле нет остатков пластика.
Для точного выставления нуля убедитесь, что на сопле нет остатков пластика.
1. Поверните ходовой винт Z до тех пор, пока сопло не приблизится вплотную к платформе. Между платформой и соплом должен остаться небольшой зазор.

2. Переместите печатающую головку в левый передний угол.
3. Поворачивайте регулировочный болт до тех пор, пока сопло не коснется платформы.
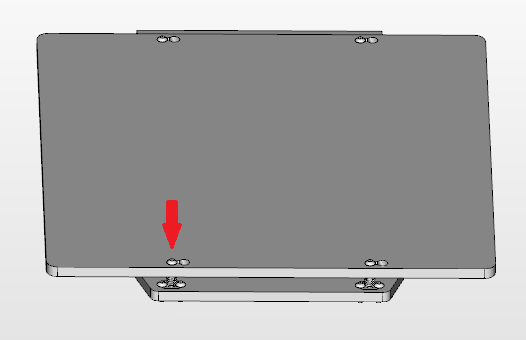
4. Опустите правую переднюю правую часть платформы так, чтобы можно было передвинуть печатающую головку вправо, не поцарапав платформы.
5. Затем поднимите ее так, чтобы головка снова коснулась платформы.

6. Повторите эту процедуру для регулировочных болтов задней части платформы.

Плоскость платформы теперь должна быть точно параллельна XY-плоскости. Теперь можно настроить и протестировать Z-выключатель.
1. Верхний Z-выключатель на задней стороне (с черными проводами) предназначен для саморегулирования платформы до нулевого положения. Под нулевым положением подразумевается отсутствие зазора между платформой и печатающей головкой. Между соплом и платформой должен вплотную проходить лист бумаги.
2. Слегка ослабьте болты настолько, чтобы их можно было двигать вверх и вниз.

3. Поворачивайте ведущий винт, поднимая платформу до тех пор, пока печатающая головка её не коснется.
4. Теперь опустите концевой выключатель и слегка закрепите с одной стороны так, чтобы он двигался во втором слоте.
5. Поворачивайте выключатель до щелчка, что будет указывать на замкнутое положение.
6. Теперь слегка зафиксируйте и вторую сторону. Если щелчка еще не было, просто опустите другой болт выключателя до щелчка.
7. Полностью затяните оба болта. Выключатель не должен двигаться.
Чтобы проверить выравнивание, включите принтер. Откройте Cura или используйте LCD/SD модуль передачи команды «Home». Печатающая головка должна вернуться в левый передний угол, а платформа должна быть идеально отрегулирована. Если это не так, то повторите все заново. Для более точного выставления нулевой высоты рекомендуется корректировать высоту концевого винта.

Следующая картинка иллюстрирует, как выглядит верная и неверная регулировки положения нуля.

Диаметр нити
Во время печати нить подается от экструдера через трубку к соплу. Сопло плавит пластик, который и создает модель. Важно, чтобы нить была правильного и постоянного диаметра. Если нить будет слишком толстой, то она не пройдет через трубку. Слишком тонкая нить не будет выдавливаться в достаточном объеме, и печать нарушится. Поэтому очень важно использовать пруток правильного диаметра. Рекомендуется измерить диаметр прутка в нескольких местах штангенциркулем. Измеренное значение необходимо указать в Cura в поле Filament diameter (Диаметр нити).


Необходимая температура для пластика PLA/ABS
Для достижения наилучшего результата нужно правильно выбрать температуру для печати. Температура может варьироваться в зависимости от цвета пластика и его изготовителя. Поэтому необходимо протестировать каждую катушку для определения температуры печати. Основная идея заключается в печати при минимальной возможной температуре без потерь в качестве и подтекания. Начните с печати крупного объекта, (например, http://www.thingiverse.com/thing:33959), печатайте при температуре в 225°C. Напечатайте около 1 см. в высоту, затем понизьте температуру примерно на 5°C. Оставьте эту температуру и напечатайте еще 1 см. Повторяйте эту процедуру до тех пор, пока на печатаемом объекте не начнут образовываться пустоты. Это будет означать, что нить слишком холодная, и необходимо повысить температуру. Повысьте температуру на 5°C и напечатайте еще 1 см., оставьте эту температуру, если пустоты исчезли. Грани печатаемого объекта снова должны стать гладкими.
Другой способ борьбы с подтеканием ― скорость. Если скорость увеличится, то подтекание уменьшится. Увеличивайте ее постепенно с шагом в 10%. Но помните, что увеличивая скорость, следует увеличивать и температуру.
Температурный диапазон для печати PLA пластиком ― от 185°C до 240°C, ABS ― от 230°C до 255°C.
Качество и время печати первого объекта
После первого запуска Joysmaker, возможно, придется потратить немого времени и напечатать несколько тестовых объектов для калибровки прибора. Рекомендуется поэкспериментировать с различными настройками. Не стоит расстраиваться, если вначале принтер печатает не идеально. Joysmaker — не самонастраиваемое устройство, и требуется некоторое время, чтобы «познакомить» принтер и пластик. Советы и рекомендации по настройке можно найти в интернете.
 Лента
Лента
При укладке ленты на платформу следует следить за тем, чтобы каждый слой ложился на другой равномерно. Слишком плотная и, наоборот, слишком разреженная укладка повлияет на первый печатаемый слой. Поэтому убедитесь, что слои лежат идеально.В качестве ленты можно использовать синий малярный скотч с восковой пропиткой. Например, ScotchBlue от 3M
Дата добавления: 2014-12-23; просмотров: 342; Мы поможем в написании вашей работы!; Нарушение авторских прав |