КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Билет № 9. Вопрос 1. Сварочное пламя (способы получения, виды, основные характеристики, строение)
Вопрос 1. Сварочное пламя (способы получения, виды, основные характеристики, строение).
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя при резке нагревает основной металл до температуры его горения.
Наибольшее применение при газовой сварке и резке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы - заменители ацетилена: пропан - бутан, метан, природный и городской газы.
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет ярко различимые зоны:
• ядро;
• восстановительную зону;
• факел.
Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения.
Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси - его длину.
Восстановительная (средняя) зона располагается за ядром и по своему более темному цвету заметно отличается от него. Длина ее зависит от вида пламени и достигает 20 мм. Этой зоной пламени выполняют сварку. Она имеет наиболее высокую температуру - 3140ºС в точке, отстающей на 3-6 мм от конца ядра.
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл.
Изменяя состав горючей смеси, сварщик или газорезчик тем самым изменяет основные параметры сварочного пламени.
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени (рис. 26):
• нормальное (на один объем ацетилена подают несколько больше - от 1,1 до 1,3 объема кислорода);
• окислительное (получают при избытке кислорода, на один объем ацетилена более 1,3 объема кислорода);
• науглероживающее (получают при избытке ацетилена, когда на один объем ацетилена подается 0,95 и менее объема кислорода).
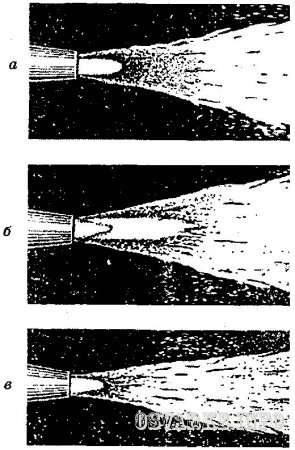
Рис. 26. Виды сварочного пламени:
а - нормальное; б - окислительное; в - науглероживающее
Вопрос 2. Технология и техника выполнения швов в нижнем положении.
Нижние швы являются наиболее удобными для сварки, так как в этом случае капли электродного металла под действием собственного веса легко переходят в сварочную ванну, и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении шва более удобно.
Стыковые швы применяют для получения стыковых соединений.
При выполнении стыковых швов сварку ведут в четырех направлениях: слева направо, справа налево, на себя, от себя.
Наклон электрода 15-25° от вертикали.
Угловые швы применяют для получения угловых, тавровых и нахлесточных соединений.
Сварка угловых швов может производиться наклонным электродом и в «лодочку».
При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможен непровар вершины угла или одной из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа, так как в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижнего листа. На вертикальной же полке возможно образование подрезов.
Поэтому сварку таких швов начинают, зажигая дугу на нижней плоскости в точке А, отступив от границы катета 3-4 мм. Затем дугу перемещают к вершине шва, задерживают для лучшего провара корня шва, поднимают вверх, проваривая вертикальную полку (рис. 27).

Рис. 27. Выполнение углового шва
Электрод держат под углом 45° к поверхности свариваемых деталей, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости.
При сварке угловым швом в «лодочку» (рис. 28) наплавленный металл располагается в желобе, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар кромок металла.

Рис. 28. Выполнение углового шва в «лодочку»
3. Задача. Объясните назначение покрытия на плавящихся электродах.
1. Защита расплавленного металла от кислорода и азота воздуха при сварке. Это достигается газами, которые образуются из покрытия в зоне дуги.
2. Теплоизоляция расплавленного металла шва. Этим достигается пластичность шва.
3. Обеспечение устойчивого горения дуги, за счет введения в покрытие ионизирующих добавок.
4. Легирование металла шва.
Дата добавления: 2015-01-18; просмотров: 400; Мы поможем в написании вашей работы!; Нарушение авторских прав |