КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Билет № 13. Вопрос 1. Электроды (классификация, маркировка, требования к хранению)
Вопрос 1. Электроды (классификация, маркировка, требования к хранению).
Электродом для дуговой сварки называют металлический или неметаллический стержень, предназначенный для подведения тока к сварочной дуге.
Для полуавтоматов и автоматов в качестве электрода применяют сварочную, порошковую и самозащитную проволоку.
Электроды подразделяются на плавящиеся и неплавящиеся.
Плавящиеся электроды выполнены из стали, чугуна, алюминия, меди и их сплавов. Они представляют собой определенных размеров металлические стержни, на поверхность которых опрессовкой или окунанием нанесено специальное покрытие.
Неплавящиеся электроды выполнены из технического вольфрама и его сплавов, угля и графита. Они предназначены для повышения температуры сварочной ванны при своем сгорании.
Назначение покрытия электродов.
1. Защита расплавленного металла от кислорода и азота воздуха при сварке. Это достигается газами, которые образуются из покрытия в зоне дуги.
2. Теплоизоляция расплавленного металла (для медленного процесса кристаллизации, что обеспечивает пластичность сварного шва). Пластичность - главное механическое свойство, которым должен обладать сварочный шов.
3. Для устойчивого горения сварочной дуги (в покрытие вводятся ионизирующие добавки).
4. Легирование металла шва.
Классификация покрытых металлических электродов.
По ГОСТу 9466-75 предусматривается следующая классификация электродов:
По назначению:
• У - для сварки углеродистых, низколегированных сталей;
• Л - для легированных конструкционных сталей;
• Н - для наплавки поверхностных слоев с особыми свойствами;
• Т - для сварки легированных теплоустойчивых сталей;
• В - для сварки высоколегированных сталей.
По толщине покрытия:
В зависимости от отношения диаметра покрытия (D) к диаметру стального стержня (d).
Такое отношение может иметь различное отношение, а, следовательно, электроды имеют различную толщину покрытия.
D/d≤1,2 - тонкое покрытие (М).
1,21,8 - особо толстое покрытие (Г).
По видам покрытия (табл. 3):
• А - кислое;
• Б - основное;
• Ц - целлюлозное;
• Р - рутиловое.
Таблица 3
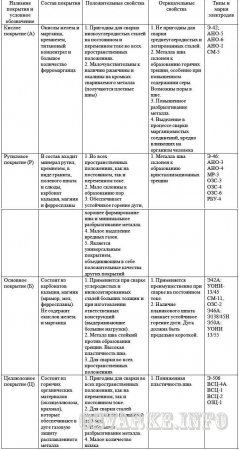
Каждое покрытие имеет свой определенный состав, положительные и отрицательные свойства. Зная их, можно заранее предвидеть качество сварочного шва.
По допустимым пространственным положениям:
• 1 - для всех положений;
• 2 - для всех положений, кроме вертикального «сверху вниз»;
• 3 - для нижнего, горизонтального и вертикального «снизу вверх»;
• 4 - для нижнего и нижнего в «лодочку».
По роду и полярности сварочного тока для сварки переменным или постоянным током на прямой, обратной или любой полярности.
Электроды подразделяют на типы в соответствии с ГОСТами 9467-75, 10051-75 и 10052-75.
ГОСТ 9467-75 распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей. Для сварки углеродистых и легированных конструкционных сталей предусмотрено 14 типов электродов (например, Э38, Э42А, Э46 и т. д. до Э150), для сварки легированных теплоустойчивых сталей - 9 типов (например, Э-09М, Э-05Х2М, Э-09Х1МФ и т. д.).
Условное обозначение типа электрода расшифровывается так: буква Э - электрод; стоящее за ней число - временное сопротивление разрыву металла шва или наплавленного металла (так, электроды типа Э46 марок ОЗС-4, АНО-3, МР-1 и других должны обеспечить временное сопротивление разрыву не менее 46 кгс/мм2, или 460 МПа). Буква А в конце обозначения типа указывает на повышенные пластические свойства металла сварного шва.
Буквы и цифры, входящие в обозначение типов электродов для сварки легированных теплоустойчивых сталей, показывают примерный химический состав наплавленного металла.
Для каждого типа электрода разработана одна или несколько марок, характеризуемых маркой сварочной проволоки, составом покрытия, химическим составом, свойствами металла шва и др.
Электроды выпускают диаметрами 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм (диаметр электрода определяется диаметром металлического стержня).
В зависимости от диаметра электрода, а также марки сварочной проволоки, электроды изготовляют длиной 150-450 мм.
Упаковывают их в коробки или пачки массой не более 3 кг - для электродов диаметром до 2,5 мм; 5 кг - для электродов диаметром 3,0-4,0 мм; 8 кг - для электродов диаметром свыше 4,0 мм.
Вопрос 2. Предохранительные затворы (назначение, классификация, устройство, требования техники безопасности).
Предохранительные затворы - это устройства, предохраняющие ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени навстречу потоку горючей смеси.
Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора - в ацетиленовый генератор, что может привести к взрыву ацетиленового генератора и вызвать серьезные разрушения и травмы.
Ацетиленокислородная смесь сгорает с определенной скоростью. Горючая смесь вытекает из отверстия мундштука горелки или резака также с определенной скоростью, которая всегда должна быть больше скорости сгорания.
Если скорость истечения горючей смеси станет меньше скорости ее сгорания, то пламя проникает в канал мундштука и воспламенит смесь в каналах горелки или резака, произойдет хлопок и возникнет обратный удар пламени. Обратный удар может произойти от перегрева и засорения канала мундштука горелки.
Предохранительные затворы бывают жидкостные и сухие.
Жидкостные предохранительные затворы обычно заливают водой, сухие - заполняют мелкопористой металлокерамической массой.
Предохранительные затворы устанавливают между ацетиленовым генератором или ацетиленопроводом и горелкой или резаком. Если сварку или резку ведут от ацетиленового баллона, предохранительный затвор не ставят, потому что ацетилен из баллона в горелку или резак поступает с повышенным давлением, а установленный на баллоне редуктор и заполняющая баллон пористая масса надежно защищают баллон от пламени обратного удара.
Затворы делятся:
• по пропускной способности - 0,8; 1,25; 2,0; 3,2 м3/ч;
• по предельному давлению: низкого давления, в которых предельное давление ацетилена не превышает 0,01 МПа; среднего - 0,07 МПа; высокого давления - 0,15 МПа.
Предохранительные водяные затворы подразделяют на центральные, устанавливаемые на магистрали стационарных ацетиленовых генераторов, и постовые, устанавливаемые на ответвлениях трубопровода у каждого сварочного поста или у однопостовых ацетиленовых генераторов.
Конструкция предохранительных затворов должна отвечать следующим основным требованиям:
• обеспечивать наименьшее сопротивление потоку газа;
• задерживать прохождение ацетиленокислородного пламени с удалением взрывчатой смеси в атмосферу;
• обеспечивать минимальный вынос воды с проходящим через затвор газом;
• обеспечивать необходимую прочность при гидравлическом испытании на давление, равное 6 МПа;
• не допускать возможного прохождения кислорода и воздуха через затвор со стороны потребителя;
• каждый затвор должен иметь устройство для контроля за уровнем воды в нем;
• все части затвора должны быть доступны для очистки, промывки и ремонта.
На корпусе каждого затвора должны быть нанесены его паспортные данные.
Окрашивают водяные предохранительные затворы в белый цвет.
Водяной предохранительный затвор ЗСГ-1,25 (рис. 35). Этот затвор относится к затворам среднего давления; предельно допустимое давление - 0,15 МПа, пропускная способность - 1,25 м3/ч, масса - 2,5 кг.
Затвор состоит из цилиндрического корпуса 1 с верхним и нижним сферическими днищами. В нижнее днище ввернут обратный клапан, состоящий из корпуса 4, гуммированного клапана 3 и колпачка 2, ограничивающего подъем гуммированного клапана (гуммирование - покрытие резиной или эбонитом рабочей поверхности металлических деталей для предохранения от коррозии и действия агрессивных сред). Обратный клапан имеет отверстие слива воды, закрытое пробкой 6, и ниппель 7 для ввода ацетилена в затвор.
Сетка 5 предназначена для задержки частиц карбидного ила, окалины и других твердых частиц. В верхней части затвора расположен пламепреградитель 10 и штуцер 11, в нижней части - рассекатель 14.
Пробка 8 предназначена для слива воды. Вода в затвор заливается до уровня контрольной пробки 9 при вывернутой накидной гайке 12 и снятом ниппеле 13.
Ацетилен поступает в затвор по газоподводящей трубке, приподняв гуммированный клапан, проходит через слой воды, затем выходит через ниппель 13 в шланги горелки или резака.

Рис. 35.
Предохранительный затвор ЗСГ-1,25
При обратном ударе ацетиленокислородного пламени клапан прижимается давлением воды к седлу и препятствует проникновению ацетилена из генератора в затвор, а пламя гасится столбом воды.
При возникновении обратного удара в генераторе с использованием сухого затвора, ударная волна на входе в затвор разрушается пламеотбойником, и пламя гасится в порах пламегасящего элемента.
Под действием давления мембрана давит на шток, который перемещается, воздействуя на клапан, закрывая входное отверстие для доступа газа в затвор.
При использовании газов - заменителей ацетилена (кроме водорода), допускается вместо предохранительных затворов использовать обратные клапаны. При нормальной работе газ своим давлением отодвигает шарик с ножкой, проходит в корпус клапана и далее через штуцер в горелку (рис. 36).
При засорении мундштука горелки кислород, имеющий большее давление, чем горючий газ, устремляется по шлангу в клапан. Шарик давлением кислорода прижимается к седлу и перекрывает проникновение кислорода в трубопровод горючего газа (рис. 37). Перед установкой необходимо очистить детали клапанов от следов коррозии и пыли.

Рис. 36. Нормальная работа клапана
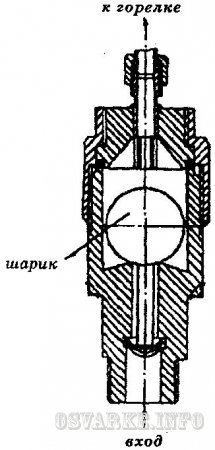
Рис. 37. Работа клапана при обратном ударе пламени
3. Задача. Расшифруйте условное обозначение электродов на этикетке

Э50А - тип электрода;
ЦУ-7 - марка электрода;
5,0 - диаметр электрода;
У - для сварки углеродистых сталей;
Д - толстое покрытие;
Е431(5) - характеристика наплавленного металла;
Б - основное покрытие;
2 - для всех пространственных положений, кроме вертикального «сверху-вниз»;
О - постоянный ток обратной полярности.
Дата добавления: 2015-01-18; просмотров: 708; Мы поможем в написании вашей работы!; Нарушение авторских прав |