КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Необходимость внедрения MES
В большинстве реализованных проектов, связанных с созданием интегрированных систем управления промышленным предприятием (во всяком случае, в России) существует целый пласт функций, не покрываемых ни классом ERP, ни классом АСУТП. На условной модели предприятия (в соответствии с рисунком 3.3.1) можно показать, что ERP-системы не обеспечивают оперативного управления производством, ограничиваясь стратегическим планированием, что предопределяет существование значительного функционального разрыва между уровнем ERP и уровнем АСУТП. А именно в этом «неохваченном» информационными технологиями слое оперативного управления производством находится целый класс жизненно важных для предприятия производственных процессов, создающих прибавочную стоимость продукции и оказывающих значимое влияние на эффективность предприятия в целом.

Рисунок 3.3.1 – Функциональный разрыв между ERP и АСУТП
В настоящее время эти системы позиционированы в классе исполнительных производственных систем – MES, ориентированных на информатизацию задач оперативного планирования и управления производством, оптимизации производственных процессов и производственных ресурсов, контроля и диспетчеризации выполнения планов производства с минимизацией затрат. Как и для ERP-систем, в настоящее время в классе MES-систем происходит этап интенсивной разработки формализованной методологии создания и внедрения данного класса производственных систем [128, 129, 130].
Функции, реализуемые в MES-системах, аналогичны методам управления в ERP-системах, но только в других временных масштабах и с другими объектами контроля и управления. MES – это автоматизированная исполнительная система производственного уровня, предоставляющая ряд возможностей, которые дополняют и расширяют функции ERP-систем. Используя фактические технологические данные, MES-системы поддерживают всю производственную деятельность предприятия в режиме реального времени. Быстрый результативный отклик на изменяющиеся условия, в комбинации с ориентацией MES на снижение издержек, помогают эффективно управлять производственными операциями и процессами. Кроме того, MES-системы формируют данные о текущих производственных показателях, необходимые для функционирования ERP-систем. Таким образом, MES-система – это связующее звено между ориентированными на финансово-хозяйственные операции ERP-системами и оперативной производственной деятельностью предприятия на уровне цеха, участка или производственной линии.
Надо отметить, что при передаче части функций управления от систем ERP в MES-системы на производственный уровень (руководству производства, цеха, производственного участка, технологу, начальнику службы эксплуатации и т.д.) происходит рациональная сегментация контуров управления предприятием в целом (в соответствии с рисунком 3.3.2).

Рисунок 3.3.2 – Сегментация контуров управления предприятием
При этом каждый контур управления характеризуется своим уровнем интенсивности циркулирующей в нем информации, своим масштабом времени и своим набором функций:
· контур управления уровня АСУТП (технологический) является самым интенсивным по объему информации и самым жестким по времени реакции, которое может составлять секунды и даже миллисекунды. В верхнем уровне слоя АСУТП в SCADA-системах происходит накопление и обработка большого числа технологических параметров и создается информационная база исходных данных для MES-уровня;
· контур управления уровня MES (оперативно-производственный) опирается на отфильтрованную и обработанную информацию, поступающую как от АСУТП, так и от других служб производства (снабжения, технической поддержки, технологических, планово-производственных и т.д.). Интенсивность информационных потоков здесь существенно ниже и связана с задачами оптимизации заданных производственных показателей (качество продукции, производительность, энергосбережение, себестоимость и т.д.). Типовые времена циклов управления составляют минуты, часы, смены, сутки. Оперативное управление производством в этом контуре управления осуществляется специалистами, которые более детально, чем высший менеджмент, владеют производственной ситуацией (руководители производственных цехов, участков, главные технологи, энергетики, механики и др.). В связи с этим должно повышаться качество и эффективность принимаемых решений в пределах делегированных сверху полномочий;
· контур управления уровня ERP (стратегический) освобождается в этом случае от решения оперативных задач производства и обеспечивает поддержку бизнес-процессов предприятия в целом. Поток информации от производственного блока становится минимальным и включает в себя агрегированную управляющую и отчетную информацию по стандартам ERP с типовыми временами контроля (декада, месяц, квартал), а также «алармовые» сигналы, требующие немедленного вмешательства высшего менеджмента предприятия.
Обзор функций T-FACTORY MES – модуля для управления производством в реальном времени
T-FACTORY.exe™ 6 MES является инструментом повышения прибыльностипроизводственного бизнеса:
· за счет снижения себестоимостипродукции;
· снижения потерьпроизводства;
· увеличения физического объема производства;
· снижения энергопотребления;
· снижения запасовна технологических этапах;
· повышения качествапродукции;
· сокращения производственного цикла;
· повышения временной точностиисполнения производственных заданий;
· повышения оперативности управления;
· повышения информационной прозрачностипроизводства.
На базе T-FACTORY 6 MESсоздаются АРМ высших руководителей предприятия –директора по производству, главного технолога, главного энергетика, директора по качествуи подчиненного им персонала, в соответствии с рисунком 3.3.3.
T-FACTORY 6 MES позволяет управлять полным производственным циклом предприятияи решать такие актуальные для производства вопросы, как планирование и управление производственными заданиями, расчет себестоимости выпускаемой продукции, создание материальных и энергетических балансов, мониторинг исполнения заказов и т.д.

Рисунок 3.3.3 – Управление производством в T-FACTORY
иTRACE MODE®6
T-FACTORY.exe™ 6 MES позволяет:
· описать материальные и энергетические потокипо всем компонентам и стадиям передела;
· связать материальные ресурсы с информацией реального временииз SCADA/HMI и SOFTLOGIC-систем TRACE MODE®6;
· автоматически рассчитывать материальные и энергетические балансымежду любыми элементами технологической цепочки;
· проводить анализ потерь материалов и энергиина любом технологическом этапе;
· прослеживать путь товара в технологии;
· создать производственные задания;
· на основании производственных заданий автоматически генерировать заказына материалы инарядына работы и направлять их исполнителям;
· организовать MES-документооборот прохождения заданий с утверждением стадий ответственным персоналом;
· осуществлять сетевое планированиеработ на неограниченный срок;
· осуществлять контроль выполненияработ;
· осуществлять контроль качества продукциина основе процессного подхода, соответствующего международному стандарту ISO 9000:2000;
· в реальном времени рассчитывать себестоимостьпродукции на каждом технологическом этапе;
· осуществлять контрольсоответствия времени и стоимости производственных заданий плановым показателям;
· выявлять «узкие места» производства – причины роста себестоимости, брака, потерь, отклонений от сроков исполнения и т.д.;
· накапливать MES-статистику;
· автоматически генерировать отчеты и вычислять показатели, необходимые для принятия решений.
Проект T-FACTORY MES разрабатывается в интегрированной среде разработки TRACE MODE® 6 совместно с системой АСУТП (промышленные контроллеры и операторский интерфейс SCADA/HMI) и имеет с ней единую информационную базу. Это позволяет избежать ненужного дублирования баз данных АСУП и АСУТП и осуществлять бизнес-управление производством на основе объективных физических измерений, поступающих в реальном времени.
T-FACTORY 6 MES позволяет представить производственный процесс как совокупность взаимосвязанных энергетических и материальных потоков. В процессе производства материалы и энергия перемещаются по технологическим цепочкам, при этом происходит превращение одних материалов в другие, а также возникают потери, отходы и брак.
T-FACTORY 6 MES дает возможность в реальном времени следить за материальными потокамипроизводства, фиксировать потери, анализировать их причины и предпринимать меры, направленные на снижение потерь и брака. Данные о материальных потоках поступают в T-FACTORY 6 MES из АСУТП – мониторов реального времени TRACE MODE 6, других SCADA-систем, контроллеров (SOFTLOGIC или PLC). Кроме того, они могут считываться из реляционных СУБД либо вводиться вручную.
Для каждого материального ресурса возможно указать его текущую стоимость, преобразовать материальные потоки в финансовыеи в реальном времени следить за формированием себестоимости продукции, выявлять причины ее необоснованного роста и принимать меры для ее снижения.
Для каждой производственной операции возможно создание производственных заданий. Производственные задания активизируются и исполняются как по команде человека, так и автоматически:
· по времени;
· с заданной периодичностью;
· по событию и т.д.
По активизированным производственным заданиям система генерирует сменные задания, нарядына работы и заказына материалы. Производственные задания поступают в подсистему планирования и документооборотаT-FACTORY 6 MES. Документооборот производственных заданий позволяет уполномоченным сотрудникам предприятия утверждать, отменять или откладывать их выполнение.
В T-FACTORY 6 MES предусмотрены средства сетевого и перспективного планирования на неограниченный период времени. Также планирование возможно осуществлять во внешних программах – например в MS Project®.
По каждому производственному заданию сервер в T-FACTORY 6 MES ведет автоматический контроль исполненияи помечает те задания, в которых было превышено плановое время или стоимость. Руководитель производства может в реальном времени получать информацию о срывах в исполнении заданий и незамедлительно принимать меры по устранению их причин.
T-FACTORY 6 MES ведет маркировку всех операцийс материальными ресурсами, фиксирует использованное в процессе производства оборудование и персонал. Это позволяет проследить путьлюбой партии продукции по технологической цепочке. Поэтому в случае, если в выпущенной продукции клиент обнаружит брак, то, сколько бы времени не прошло с момента выпуска, менеджеры предприятия смогут легко установить:
· на какой стадии производства возник брак;
· какое оборудование участвовало в производстве брака;
· какой персонал его обслуживал;
· откуда было получено сырье;
· куда была отгружена «опасная» продукция.
Это позволит выяснить причины брака, принять меры к устранению его причин, а также минимизировать последствия от отзыва некачественных партий.
Для хранения данных T-FACTORY штатно использует СУБД РВ SIAD/SQL 6. Однако, если на предприятии уже применяются иные СУБД, то T-FACTORY может с одинаковым успехом работать и с ними, используя интерфейс ODBC. Для обеспечения работы T-FACTORY на гетерогенных платформах в программе предусмотрен Редактор взаимодействия с базами данных, располагающий мощным построителем SQL-запросов, средствами их планирования, разбора и отладки.
3.3.2 EAM – управление основными фондами, техническим обслуживанием и ремонтами
Назначение систем класса EAM (Enterprise Assets Management) состоит в поддержке управления основными фондами (ОФ) предприятия. Под фондами предприятия (assets) понимаются физические ресурсы, обеспечивающие процесс производства, такие как производственные линии, оборудование и т.д. Англоязычное понятие “Asset Management” подразумевает систематическое планирование и управление основными фондами с учётом их экономических параметров.
К числу основных задач систем управления основными фондами предприятия (EAM) относятся:
· контроль производственных фондов и ремонтных работ: постоянное слежение за состоянием оборудования и его запасных частей, создание нарядов на ремонтные работы и их активизация по событию;
· управление складскими запасами: пополнение складских запасов запасных частей и материалов до эталонного состояния;
· управление снабжением: формирование счетов на поставку запасных частей, сервисов.
Необходимость автоматизации процесса управления основными фондами вызвана потребностями обслуживания большого количества сложного оборудования и аппаратуры в соответствии с нормативными документами и в соответствии с международными стандартами. Оптимизация управления основными фондами существенно влияет на возможности предприятия, поскольку затраты на поддержку производственного оборудования (станки, конвейерные линии и т.п.) составляют от 10% до 15% себестоимости производимой продукции. Сокращение этих расходов является важным фактором снижения себестоимости выпускаемой продукции и обеспечения конкурентоспособностипредприятия на рынке.
Обзор функций T-FACTORY EAM – модуля для управления основными фондами, техническим обслуживанием и ремонтами в реальном времени
Система T-FACTORY.exe™ 6 EAMявляется EAM-системой реального времени, полностью интегрированной с АСУТП предприятия. T-FACTORY EAM дает менеджменту предприятия ключевой инструмент для управления основными фондами, направленный на повышение производительности и снижение эксплуатационных затрат.
T-FACTORY EAM позволяет:
· автоматизировать учет основных фондов предприятия на протяжении их полного жизненногоцикла;
· внедрить современные методы профилактического ипредсказательного технического обслуживания;
· снизить простоиоборудования;
· повысить производительностьоборудования;
· продлить ресурс;
· снизить эксплуатационные расходы.
Для решения этих задач модуль управления основными фондами EAM T-FACTORY содержит мощные инструменты, которые дают возможность:
· провести паспортизацию оборудования;
· разработать регламенты EAM–профилактического и предсказательного технического обслуживания;
· назначить приоритетыобслуживания оборудования;
· связать регламенты техобслуживания с информацией реального времени из SCADA/HMI и SOFTLOGIC-систем TRACE MODE®;
· на основании регламентов EAM автоматически генерировать заказы на материалы и наряды на работы по техническому обслуживанию и направлять их исполнителям;
· организовать EAM-документооборот прохождения нарядов и заказов с утверждением стадий ответственным персоналом;
· осуществлять сетевое планирование работ по техническому обслуживанию на неограниченный срок;
· осуществлять контрольвыполнения работ;
· накапливать EAM-статистикуэксплуатации, простоев, отказов и технического обслуживания оборудования;
· учитывать стоимостьматериалов и работ по техническому обслуживанию оборудования;
· осуществлять контрольсоответствия времени и стоимоститехнического обслуживания плановымпоказателям;
· автоматически генерировать отчетыи вычислять показатели, необходимые для принятия решений.
Система T-FACTORY 6 EAM позволяет представить все основные фонды (оборудование) предприятия в виде иерархии объектов (в соответствии с рисунком 3.3.4). По каждому объекту сервер T-FACTORY будет автоматически накапливать статистику технического обслуживания, начислять затраты, генерировать события, наряды и заказы. Статистические данные можно автоматически «поднимать» вверх по иерархии EAM-параметров, вычисляемые для «потомка» они будут автоматически учитываться в объекте-«родителе».
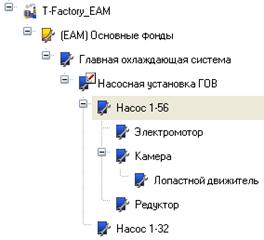
Рисунок 3.3.4 – Иерархия объектов
Так, например, в случае если лопастной движитель насоса (в соответствии с рисунком 3.3.4) будет нуждаться в ремонте, то сервер T-FACTORY выдаст предупредительное сообщение и сгенерирует наряд на работы по обслуживанию всего насоса. Кроме того, сервер отнесет затраты на техническое обслуживание лопастного движителя на все вышестоящие объекты – на камеру, на насос 1-56, на насосную установку ГОВ и на главную охлаждающую систему. Также на все эти объекты будут отнесены данные о простоях.
В системе возможно создание неограниченного количества деревьев объектов, отражающих самые различные иерархии: административную (завод-цех-участок-установка), географическую (корпус-этаж-комната-установка) или любую другую. Эти иерархии никак друг на друга не влияют, но позволяют представить EAM-проект в удобном пользователю виде.
На каждый EAM-объект любого иерархического уровня создается карточка-паспорт (в соответствии с рисунком 3.3.5), учитывающая десятки административных, технических и экономических параметров оборудования. Любая карточка-паспортоборудования может быть связана с корпоративной СУБД для передачи данных, например, в бухгалтерскую систему с целью автоматического начисления амортизации объекта либо для получения справочной информации о номенклатуре запасных частей и т.д.
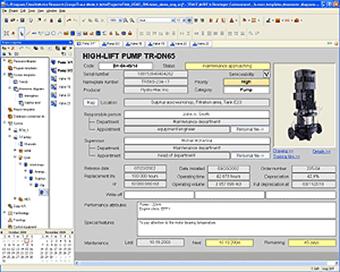
Рисунок 3.3.5 – Карточка-паспорт EAM-проекта
В карточке также записываются правила технического обслуживания оборудования – сервисы. Активизация сервисов T-FACTORY 6 EAM осуществляется:
· по фиксированной дате;
· по временному интервалу;
· с заданной периодичностью;
· по исчерпанию ресурса;
· по событию.
В двух последних случаях информация, необходимая для активизации сервисов T-FACTORY 6 EAM, берется из серверов реального времени TRACE MODE® 6 (SCADA или SOFTLOGIC) контура АСУТП. Использование TRACE MODE® 6 с T-FACTORY 6 EAM наиболее удобно и рационально, так как большинство параметров EAM уже есть в АСУТП, в то же время сервер T-FACTORY 6 может работать и с другими SCADA и SOFTLOGIC-программами через стандартные интерфейсы – OPC, DDE, ODBC. Интеграция T-Factory EAM с системами АСУТП позволяет внедрить современную технологию предсказательноготехнического обслуживания, когда возможные сбои в работе оборудования устраняются еще до их возникновения.
По активизированным регламентам система генерирует наряды на работы и заказы, на материалы. Заказы и наряды поступают в подсистему планирования T-FACTORY 6 EAM. Планирование в T-FACTORY 6 EAM производится на основе информации о приоритетахтехнического обслуживания. Там каждый наряд-заказ проходит через систему документооборота, в ходе которого уполномоченные сотрудники предприятия:
· уточняют время выполнения работ;
· назначают или заменяют исполнителей;
· отменяют или утверждают работы.
В T-FACTORY 6 EAM предусмотрены удобные средства сетевого и перспективного планирования на неограниченный период времени. Также планирование возможно осуществлять во внешних программах – например в MS Project®.
Утвержденные наряды-заказы автоматически направляются исполнителям. Стадии исполнения работ фиксируются системой и всегда доступны для контроля со стороны вышестоящего руководства. После завершения работ по каждому наряду вычисляется статистика времени и стоимости исполнения.
При помощи сервера документирования в T-FACTORY 6 EAM можно создавать гибко настраиваемые пользовательские отчеты с детальной статистикой по оборудованию, группам оборудования. При этом рассчитываются такие параметры, как:
· простои оборудования;
· стоимость технического обслуживания оборудования;
· коэффициент использования оборудования;
· MTBF – средняя наработка на отказ;
· MTR – средний период между ремонтами;
· фактический износ оборудования;
· прогноз полного износа;
· а также другие показатели.

Рисунок 3.3.6 – Отчеты в EAM
Модуль T-FACTORY 6 EAM позволяет наладить учет и техническое обслуживание производственного оборудования, перейти от аварийного к планово-предупредительному техобслуживанию, получить информацию для расследования причин отказов, наладить материально-техническое снабжение работ, вести планирование людских, материальных и энергетических ресурсов. Кроме того, T-FACTORY 6 EAM позволяет вести полный учет финансовых затрат на техобслуживание оборудования.
На базе T-FACTORY 6 EAM создаются автоматизированные рабочие места таких сотрудников производственных служб предприятия, как главный механик, мастера цехов, начальники служб технического обслуживания, бригадиры служб технического обслуживания, рабочие служб технического обслуживания (в т.ч. мобильные рабочие места для карманных ПК) и т.д.
3.3.3 HRM – управление персоналом и работами
Система T-FACTORY.exe™ 6 HRM(Human Resources Management) является системой управления персоналом в реальном времени, интегрированной с АСУТП, MES и EAM-системами производственного предприятия.
T-FACTORY HRM дает руководителю информацию реального времени о наличии и доступности трудовых ресурсов предприятия, необходимых для выполнения производственных заданий, а также производит учет времени, качества и стоимости выполнения заданий. Это позволяет гибко планировать работу, «видеть» текущую загрузку персонала, оперативно перераспределять их между участками, снижать простои,повышать мотивацию персоналаи производительность труда.
T-FACTORY HRM позволяет:
· создать краткие учетные карточкиперсонала;
· вести автоматический учет выполненных работ;
· вести автоматический учет качествавыполненных работ;
· передавать информацию о выполнении работ во внешние приложения для начисления заработной платы и премий;
· осуществлять сетевое планирование работ на неограниченный срок;
· осуществлять контрольвыполнения работ;
· накапливать статистикувыполнения работ, загрузки и простоев персонала;
· учитывать стоимость работ и трудовых затрат;
· автоматически генерировать отчеты.
Система T-FACTORY 6 HRM позволяет представить административную структуру предприятия в виде иерархически организованного дерева (в соответствии с рисунком 3.3.7) и отнести штатные единицы к различным его элементам.
Для каждой штатной единицы (HRM-объект) любого иерархического уровня создается учетная карточка. Любая учетная карточка может быть связана с внешней системой кадрового учета, содержащей подробную информацию о работнике.

Рисунок 3.3.7 – Административная структура предприятия
Информация об исполнении нарядов, поступающих из T-FACTORY 6 MES и EAM автоматически соотносится с исполнителем и служит для оценки качества его труда, начисления премий и взысканий. Данные, необходимые для начисления заработной платы, могут передаваться в бухгалтерские системы автоматически.
При помощи сервера документирования TRACE MODE 6 можно создавать пользовательские отчеты со статистикой по персоналу.
Дата добавления: 2014-11-13; просмотров: 571; Мы поможем в написании вашей работы!; Нарушение авторских прав |