КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Влияние точности и качества поверхностного слоя заготовки на структуру ее механической обработки
Поверхности деталей делятся на обрабатываемые и необрабатываемые. В этой связи все детали в машиностроении можно разделить на три группы. К первой группе относятся детали, точность "и качество поверхностного слоя которых могут быть обеспечены тем или иным способом получения заготовки без какой-либо механической обработки. Типичными представителями таких деталей являются детали, получаемые холодной штамповкой из пластмасс, металлических порошков черных и цветных металлов, а также (реже) прецизионными способами литья и горячей штамповки. Вторая группа-летал», у которых все поверхности должны быть обработаны механически. Необходимость в механической обработке здесь может быть обусловлена двумя причинами: отсутствием способов получения заготовки, обеспечивающих требуемые по чертежу точность и качество поверхностного слоя, или экономической нецелесообразностью (дороговизной) получения требуемого качества детали имеющимися технологическими способами получения заготовок. Третью группу составляют детали, у которых часть поверхностей не обрабатывается, а наиболее точные, исполнительные и поверхности, подлежат обработке путем снятия стружки. Третья группа наиболее многочисленна и занимает промежуточное положение между первыми двумя. Производство деталей первой группы обходится наиболее дешево. Оно открывает путь к безотходной или, по крайней мере, малоотходной технологии. В стремлении к такому производству проявляется одна из самых важных тенденций развития машиностроения. Однако низкий уровень большинства наиболее распространенных в настоящее время способов получения заготовок вынуждает иметь в структуре любого машиностроительного завода механические цехи, - в которых заготовки превращаются в детали путем снятия с их поверхностей припусков на обработку.
Таким образом, основной тенденцией заготовительного производства является повышение точности и улучшение качества поверхностного слоя заготовок. Однако достижение этих качеств при малой программе выпуска может оказаться экономически невыгодным, так как расходы на оснастку для заготовительных процессов могут превысить экономию на механической обработке.
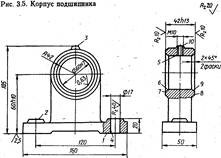
Рассмотрим сказанное на примере детали (рис.3.5), всем обрабатываемым поверхностям которой присвоены номера. Точность и шероховатость пронумерованных поверхностей различны. Поверхности, 2, 3, 4, 6, 7, 8 и 9 нуждаются в однопереходной обработке (строгании, фрезеровании или точении). Поверхность 1, являющаяся базовой поверхностью, требует применения двухпереходной обработки (чистового и чернового фрезерования).
Дата добавления: 2015-04-18; просмотров: 384; Мы поможем в написании вашей работы!; Нарушение авторских прав |