КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Назвать особенности сборки, сварки деталей из двухслойных сталей (ПНАЭ-Г-7-009-89, п.6.4.).
6.4. Сварка деталей из двухслойных сталей.
6.4.1. При подготовке деталей из двухслойных сталей под сварку плакирующий слой на участках, прилегающих к подлежащим сварке кромкам (со стороны их раскрытия), а также в местах наложения угловых швов должен быть удален, за исключением случаев, оговоренных в настоящем подразделе.
Ширина зоны удаления плакирующего слоя должна составлять не менее 5 мм при ручной дуговой сварке покрытыми электродами и аргонодуговой сварке и не менее 10 мм при автоматической сварке под флюсом. Для угловых и тавровых соединений зона удаления плакирующего слоя должна выходить за пределы углового шва не менее чем на указанные значения ширины.
Для сварных соединений, основной слой которых из сталей перлитного класса подвергается ультразвуковому и/или радиографическому контролю до нанесения плакирующего слоя ширина зоны удаления плакирующего слоя должна быть такой, чтобы обеспечивалась возможность указанного контроля.
6.4.2. При выполнении сварных соединений с удалением плакирующего слоя сначала проводится сварка основного слоя из стали перлитного класса, а затем сварка (наплавка) плакирующего слоя.
6.4.3. Сварку основного слоя следует выполнять сварочными материалами, предназначенными для сварки деталей из стали основного слоя.
6.4.4. Сварка (наплавка) плакирующего слоя включает выполнение разделительной и защитной наплавок (рис. 1).
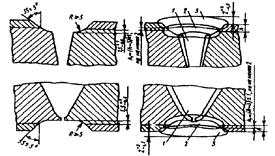
Рис. 1. Схема разделки и выполнения сварных соединений деталей из двухслойных сталей:
1 - сварной шов; 2 - разделительная наплавка; 3 - защитная наплавка
6.4.5. Разделительную наплавку следует выполнять покрытыми электродами марок ЦЛ-25/1 или ЗИО-8, сварочной проволокой марки Св-07Х25Н13 (при аргонодуговой наплавке), сварочной лентой марки Св-07Х25Н13 в сочетании с флюсом марки ОФ-10 или сварочной лентой марки Св-04Х20Н10Г2Б в сочетании с флюсом марки ФЦ-18 (при автоматической наплавке под флюсом). При этом размеры элементов сварного соединения должны соответствовать указанным на рис. 1.
В случае предусмотренного конструкторской документацией снятия усиления сварного шва размеры усиления, указанные на рис. 1, устанавливаются конструкторской организацией по согласованию с головной материаловедческой организацией.
6.4.6. Защитную наплавку следует выполнять не менее чем в два слоя следующими сварочными (наплавочными) материалами:
- в случае, если сварное соединение не подлежит термической обработке - сварочными материалами по п. 6.4.5 или покрытыми электродами марок ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М, ЭА-898/21Б, ЦТ-15К, ЦЛ-25/2, или сварочной проволокой марок Св-04Х19Н11М3, Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б (при аргонодуговой наплавке), или сварочной лентой марок Св-04Х19Н11М3, Св-04Х20Н10Г2Б, Св-08Х19Н10Г2Б в сочетании с флюсом марок ОФ-10 или ФЦ-18 (при автоматической наплавке под флюсом);
- в случае, если сварное соединение подлежит термической обработке - покрытыми электродами марок ЭА-898/21Б или ЦТ-15К, или сварочной проволокой марок Св-04Х20Н10Г2Б или Св-08Х19Н10Г2Б (при аргонодуговой наплавке), или сварочной лентой марок Св-04Х20Н10Г2Б или Св-08Х19Н10Г2Б в сочетании с флюсом марок ОФ-10 или ФЦ-18 (при автоматической наплавке под флюсом).
В случаях, предусмотренных ПТД, допускается выполнение защитной наплавки сварочной лентой марки Св-04Х20Н10Г2Б в один слой.
6.4.7. Защитную и разделительную наплавки ручной дуговой сваркой покрытыми электродами следует выполнять отдельными продольными валиками шириной не более трех диаметров стержня применяемого электрода. В случаях, предусмотренных ПТД, допускается увеличение ширины валиков разделительной наплавки до четырех диаметров электродного стержня.
6.4.8. Сварку деталей с номинальной толщиной основного слоя (для угловых и тавровых сварных соединений - с расчетной высотой углового шва) из углеродистых и кремнемарганцовистых сталей до 10 мм включительно и из легированных сталей до 6 мм включительно допускается выполнять покрытыми электродами марок ЭА-855/51 или ЦТ-45, или сварочной проволокой марок Св-03Х15Н35Г7М6Б или Св-03Х20Н45М6Г6Б-ВИ (при аргонодуговой сварке) на всю толщину с любой стороны без удаления плакирующего слоя.
Если металл плакирующего слоя не содержит ниобий и сварное соединение не подлежит термической обработке, выполнение сварки основного слоя допускается покрытыми электродами марок ЭА-395/9 или ЦТ-10, или сварочной проволокой марки Св-10Х16Н25АМ6 (при аргонодуговой сварке) до уровня, перекрывающего плакирующий слой не менее чем на 1 мм, а разделительной и защитной наплавок - покрытыми электродами марок ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М или сварочной проволокой марки Св-04Х19Н11М3 (при аргонодуговой наплавке) не менее чем в два слоя.
6.4.9. Односторонние сварные соединения, не доступные для сварки со стороны плакирующего слоя, допускается выполнять без удаления плакирующего слоя с предварительной наплавкой кромок согласно рис. 2 и 3.
При этом, если металл плакирующего слоя содержит ниобий, должен быть выполнен разделительный валик (см. рис. 3), исключающий непосредственный контакт плакирующего слоя с металлом предварительной наплавки на кромки. Разделительный валик следует выполнять покрытыми электродами марок ЦЛ-25/1 или ЗИО-8, или сварочной проволокой марки Св-07Х25Н13 (при аргонодуговой наплавке).
Толщина первого слоя и/или суммарная толщина предварительной наплавки должны соответствовать требованиям пп. 6.3.2, 6.3.3.
6.4.10. После выполнения предварительной наплавки по п. 6.4.10 проводится термическая обработка деталей в зоне наплавки (если термическая обработка предусмотрена разд. 8 и/или ПТД) и последующая механическая обработка.
6.4.11. Выполнение сварки деталей с наплавленными кромками следует проводить сварочными материалами согласно табл. 4.
6.4.12. При сварке деталей из двухслойных сталей с деталями из сталей перлитного класса проводится удаление плакирующего слоя согласно п. 6.4.1, после чего выполняется сварное соединение сварочными материалами, предназначенными для сварки деталей из сталей соответствующих марок, с восстановлением или без последующего восстановления плакирующего слоя.
6.4.13. При сварке деталей из двухслойных сталей с деталями из высокохромистых сталей проводится удаление плакирующего слоя согласно п. 6.4.1, после чего выполняется сварное соединение сварочными материалами, предназначенными для сварки деталей из сталей соответствующих марок (с выполнением в предусмотренных табл. 2 или ПТ случаях предварительной наплавки кромок), и последующее восстановление плакирующего слоя согласно пп. 6.4.4 - 6.4.6.
6.4.14. При сварке деталей из двухслойных сталей с деталями из сталей аустенитного класса на кромках деталей из двухслойных сталей выполняется предварительная наплавка согласно п. 6.4.10, а затем сварное соединение сварочными материалами по табл. 4.
6.4.15. Допускается приварка к плакирующему слою деталей из двухслойных сталей, защитных рубашек, а также деталей, не нагруженных давлением, без удаления плакирующего слоя в местах наложения угловых швов, если расчетная высота углового шва не превышает 8 мм. При этом должны использоваться сварочные материалы согласно табл. 3 и 4, предусмотренные для соответствующих случаев (плакирующий слой рассматривается как сталь аустенитного класса).

Рис. 2.Схема выполнения предварительной наплавки кромок деталей из двухслойных сталей с плакирующим слоем, не содержащим ниобий:
1 - углеродистая или кремнемарганцовистая сталь; 2 - плакирующий слой; 3 - однородная наплавка, выполняемая сварочными материалами по табл. 4; 4 - легированная сталь; 5 - двойная наплавка, выполняемая сварочными материалами по табл. 4

Рис. 3.Схема выполнения предварительной наплавки кромок деталей из двухслойных сталей с плакирующим слоем, содержащим ниобий:
1 - углеродистая или кремнемарганцовистая сталь; 2 - плакирующий слой; 3 - однородная наплавка, выполненная сварочными материалами по табл. 4; 4 - разделительный валик;
5 - легированная сталь; 6 - двойная наплавка, выполненная сварочными материалами по табл. 4
4. Какие элементы ИЯУ относятся к 1 классу безопасности (НП-033-11, п.2.5.)?
. Элементы ИЯУ подразделяются на четыре класса безопасности.
Класс безопасности 1. К классу безопасности 1 относятся элементы ИЯУ, отказы которых являются исходными событиями запроектных аварий, приводящими при проектном функционировании СБ к повреждению ядерного топлива и других элементов ИЯУ с превышением установленных для проектных аварий пределов.
Класс безопасности 2. К классу безопасности 2 относятся следующие элементы ИЯУ:
1) элементы, отказы которых являются исходными событиями, приводящими к повреждению ядерного топлива и других элементов активной зоны ИЯУ, а также первого контура реактора в пределах, установленных для проектных аварий, при проектном функционировании СБ с учетом нормируемого для проектных аварий количества отказов в них;
2) элементы СБ, отказы которых приводят к невыполнению соответствующими системами своих функций.
Класс безопасности 3. К классу безопасности 3 относятся элементы:
1) СВБ, не вошедшие в классы безопасности 1 и 2;
2) содержащие РВ, выход которых в помещения и окружающую среду при отказах этих элементов превышает уровни радиационного воздействия на работников (персонал), население и окружающую среду, установленные для условий нормальной эксплуатации;
3) выполняющие функции радиационного контроля и радиационной защиты работников (персонала) и населения.
Класс безопасности 4. К классу безопасности 4 относятся элементы нормальной эксплуатации ИЯУ, не влияющие на безопасность и не вошедшие в классы безопасности 1, 2, 3. Элементы, используемые для управления аварией и не вошедшие в классы безопасности 1, 2, 3, также относятся к классу безопасности 4.
5. На арматуру до какой температуры рабочей среды распространяются требования НП-068-05 (п.1.1.1.)?
1.1.1. Настоящий документ устанавливает требования к устройству, изготовлению, монтажу и эксплуатации трубопроводной арматуры АС с номинальными диаметрами от 10 до 2000 мм, находящейся в контакте со средами, приведенными в Приложении 1, при температурах до 550 °С и давлениях до 25 МПа.
6. Верно ли дано определение:
Обеспечение качества — планируемая и систематически осуществляемая деятельность, направленная на то, чтобы все работы по созданию АС проводились установленным образом, а их результаты удовлетворяли предъявленным к ним требованиям (ОПБ-88/97, термины)?
ОБЕСПЕЧЕНИЕ КАЧЕСТВА - планируемая и систематически осуществляемая деятельность, направленная на то, чтобы все работы по созданию и эксплуатации АС проводились установленным образом, а их результаты удовлетворяли предъявленным к ним требованиям
БИЛЕТ 22
1. Исходное событие состояния АС - что это? (дать наиболее правильное определение в соответствии с ОПБ-88/97, термины)?
ИСХОДНОЕ СОБЫТИЕ - единичный отказ в системах (элементах) АС, внешнее событие или ошибка персонала, которые приводят к нарушению нормальной эксплуатации и могут привести к нарушению пределов и/или условий безопасной эксплуатации. Исходное событие включает все зависимые отказы, являющиеся его следствием
2. При каких условиях допускается применение новых материалов для изготовления оборудования или трубопроводов АЭУ (ПНАЭ Г-7-008-89, п.3.4.4.)?
3.4.4. Для изготовления конкретного оборудования или трубопроводов допускается применение новых материалов по совместному техническому решению конструкторской (проектной) организации, головной отраслевой материаловедческой организации и предприятия-изготовителя (монтажной организации), согласованному с министерством (ведомством), в ведении которого находится конструкторская (проектная) организация, и одобренному в установленном порядке Госатомнадзором России.К указанному решению должны быть приложены стандарты или технические условия на полуфабрикаты и (или) сварочные (наплавочные) материалы и сведения о физико-механических, технологических и коррозионных свойствах основного металла и (или) сварных соединений (наплавленного металла), определяющих возможность изготовления оборудования и трубопроводов с обеспечением требуемой работоспособности. При этом объем и номенклатура представляемых сведений, должны определяться организациями, составившими техническое решение, в зависимости от конкретных условий эксплуатации оборудования и трубопроводов.
3. Кто устанавливает перечень конкретных деталей и конструкций ЛСБ, подлежащих контролю (ПНАЭ Г-10-032-92, п. 1.4.)?
Перечень конкретных деталей и конструкций, подлежащих контролю, а также методы и объем контроля сварных соединений устанавливает проектная или конструкторская организация в соответствии с требованиями настоящих ПК и указывает их в ТУ на изделие, рабочем проекте или в чертежах.
4. Как должно производиться соединение закладных деталей (рам, люков, дверей, закладных деталей под шлюзы) с герметизирующей облицовкой (НП-010-98, п.3.4.5.)?
Соединение закладных деталей (рам люков и дверей, закладных деталей под шлюзы) с герметизирующей облицовкой должно выполняться сваркой.
Соединение корпуса шлюза с закладной деталью также должно выполняться сваркой.
5. Кто является ответственным за организацию разработки (общей, частной) ПОК (НП-090-11,п. 5.)?
5. Эксплуатирующая организация (или головная конструкторская организация - для судов и иных транспортных и транспортабельных средств с ядерными установками и радиационными источниками) должна осуществлять:
1) организацию разработки, утверждение, ввод в действие, выполнение, проверку выполнения и оценку результативности выполнения общей ПОК;
2) согласование, контроль за выполнением и оценку результативности выполнения ПОК организаций, выполняющих работы и предоставляющих услуги для эксплуатирующей организации.
6. Когда должна проводиться оценка соответствия оборудования, комплектующих, материалов и полуфабрикатов, осуществляемая в форме испытаний, согласно НП-071-06 (п.3.2.1.)?
Оценка соответствия оборудования, комплектующих, материалов и полуфабрикатов, осуществляемая в форме испытаний, проводится:- при входном контроле оборудования, комплектующих, материалов и полуфабрикатов;- в ходе изготовления;- после завершения изготовления;- в процессе монтажа, при выполнении пусконаладочных работ, при вводе в эксплуатацию оборудования на ОИАЭ (в случае раздельной поставки на ОИАЭ одним или несколькими поставщиками крупного и многокомпонентного оборудования, испытания которого могут быть выполнены только на ОИАЭ).
БИЛЕТ 23
1. Какие пределы эффективных доз облучения установлены для ремонтного персонала АС (НРБ-99/2009, таблица 3.1.)?
. Устанавливаются следующие категории облучаемых лиц:
- персонал (группы А и Б);
- все население, включая лиц из персонала вне сферы и условий их производственной деятельности.
3.1.2. Для категорий облучаемых лиц устанавливаются два класса нормативов:
- основные пределы доз (ПД), приведенные в таблице 3.1;
- допустимые уровни монофакторного воздействия (для одного радионуклида, пути поступления или одного вида внешнего облучения), являющиеся производными от основных пределов доз: пределы годового поступления (ПГП), допустимые среднегодовые объемные активности (ДОА), среднегодовые удельные активности (ДУА) и другие.
Для обеспечения условий, при которых радиационное воздействие будет ниже допустимого, с учетом достигнутого в организации уровня радиационной безопасности, администрацией организации дополнительно устанавливаются контрольные уровни (дозы, уровни активности, плотности потоков и др.).
Таблица 3.1
Основные пределы доз
┌─────────────────────┬──────────────────────────────────────────────────
│Нормируемые величины │ Пределы доз │
│ <1> ├─────────────────────────┬─────────────────────────┤
│ │ персонал (группа А) <2> │ Население │
├─────────────────────┼─────────────────────────┼────────────────────────
│ Эффективная доза │20 мЗв в год в среднем за│1 мЗв в год в среднем за │
│ │любые последовательные 5 │любые последовательные 5 │
│ │лет, но не более 50 мЗв в│лет, но не более 5 мЗв в │
│ │ год │ год │
├─────────────────────┼─────────────────────────┼────────────────────────
│Эквивалентная доза за│ │ │
│год в хрусталике │ │ │
│глаза <3> │ 150 мЗв │ 15 мЗв │
│коже <4> │ 500 мЗв │ 50 мЗв │
│кистях и стопах │ 500 мЗв │ 50 мЗв │
└─────────────────────┴─────────────────────────┴────────────────────────
Примечания:
<1> Допускается одновременное облучение до указанных пределов по всем нормируемым величинам.
<2> Основные пределы доз, как и все остальные допустимые уровни воздействия персонала группы Б, равны 1/4 значений для персонала группы А. Далее в тексте все нормативные значения для категории персонала приводятся только для группы А.
<3> Относится к дозе на глубине 300 мг/см2.
<4> Относится к среднему по площади в 1 см2 значению в базальном слое кожи толщиной 5 мг/см2 под покровным слоем толщиной 5 мг/см2. На ладонях толщина покровного слоя - 40 мг/см2. Указанным пределом допускается облучение всей кожи человека при условии, что в пределах усредненного облучения любого 1 см2 площади кожи этот предел не будет превышен. Предел дозы при облучении кожи лица обеспечивает непревышение предела дозы на хрусталик от бета-частиц.
2. Дать понятие термину «Уполномоченная организация по приёмке оборудования для АС» (Решение Ростехнадзора и Госкорпорации «Росатом» № 06-4421 от 25.06.07).
Оценка соответствия в форме приемки должна проводиться уполномоченными Росатомом и Ростехнадзором организациями (далее - уполномоченные организации).
3. Что такое авария радиационная (ОСПОРБ-99/2010, термин 1, приложение 8)?
Радиационная авария – потеря управления источником ионизирующего излучения, вызванная неисправностью оборудования, неправильными действиями персонала, стихийным бедствием или иными причинами, которая могла привести или привела к облучению людей выше установленных норм или радиоактивному загрязнению окружающей среды.
4. Какие данные должны включаться в протокол гидравлических (пневматических) испытаний сосудов АЭУ (ПНАЭ Г-7-008-89, п. 5.6.6. )?
После завершения испытаний должен быть составлен протокол, включающий следующие данные:
1) наименование предприятия, проводившего испытания;
2) наименование испытанной системы (части системы, оборудования, трубопроводов, сборочных единиц, деталей);
3) расчетное (рабочее) давление;
4) расчетные температуры;
5) давление испытаний;
6) температура испытаний;
7) испытательная среда;
8) время выдержки при давлении испытаний;
9) давление, при котором проводится осмотр;
10) номер рабочей (производственной) программы;
11) результат испытаний;
12) подпись ответственного лица и дата.
5. На каких трубопроводах предусматривается установка арматуры, оборудованной ручным приводом с замком или заглушками (НП-010-98, п.3.6.5.)?
На трубопроводах, рабочие среды которых используются только во время ремонта, предусматривается установка арматуры, оборудованной ручным приводом с замком, или заглушек
6. Что должны определять общая и частная ПОК для ИЯУ (НП-042-02, п.2.1.)?
2.1. Общая и частные ПОК должны определять методы планирования, выполнения и оценки деятельности по обеспечению качества.
БИЛЕТ 24
1. Требования к отчётной документации по контролю качества сварных соединений и наплавленных деталей при изготовлении и монтаже оборудования и трубопроводов (ПНАЭ Г-7-010-89, п.13.1.).
13.1.1. Отчетная документация по контролю качества сварных соединений и наплавленных деталей при изготовлении и монтаже оборудования и трубопроводов подразделяется на четыре группы:
группа 1 - отчетная документация по аттестации персонала;
группа 2 - отчетная документация по контролю материалов;
группа 3 - отчетная документация по операционному контролю;
группа 4 - отчетная документация по приемочному контролю.
13.1.2. Отчетная документация для перечисленных в п. 13.1.1 групп должна оформляться соответствующими службами предприятия-изготовителя (монтажной организации), ответственными за проведение и достоверность результатов закрепленных за ними видов контроля.
13.1.3. Конкретные формы отчетной документации каждой группы устанавливаются предприятием-изготовителем (монтажной организацией) с учетом требований настоящих ПК.
13.1.4. Отчетная документация 1-, 2- и 3-й групп хранится на предприятии-изготовителе (в монтажной организации) и другим организациям (в том числе заказчику) не передается.
Срок хранения указанной документации со дня ее оформления должен составлять:
для отчетной документации 1-й группы - не менее 5 лет;
для отчетной документации 2-й 3-й групп - не менее 3 лет.
13.1.5. Отчетная документация 4-й группы хранится на предприятии-изготовителе (в монтажной организации) в течение расчетного срока службы изготовленного (смонтированного) оборудования или трубопровода.
Указанная документация используется для заполнения паспортов (свидетельств) оборудования и трубопроводов согласно Правилам АЭУ (ПН АЭ Г-7-008-89).
В случаях, предусмотренных конструкторской (проектной) документацией на изделие, подлинники или копии отчетной документации 4-й группы передаются предприятию-владельцу оборудования и трубопроводов.
Радиографические пленки должны храниться в течение 5 лет на предприятии-изготовителе (монтажной организации) или на предприятии-владельце оборудования и трубопроводов.
2. Для каких лиц допускается планируемое повышение облучения выше основных дозовых пределов (НРБ-99/2009, п.3.2.1.)?
Планируемое повышенное облучение персонала группы А выше установленных пределов доз (см. табл. 3.1) при предотвращении развития аварии или ликвидации ее последствий может быть разрешено только в случае необходимости спасения людей и (или) предотвращения их облучения. Планируемое повышенное облучение допускается для мужчин, как правило, старше 30 лет лишь при их добровольном письменном согласии, после информирования о возможных дозах облучения и риске для здоровья.
3. Какие материалы АЭУ относятся к новым (ПНАЭ Г-7-008-89, п. 3.4.1.)?
. К новым материалам относятся:
1) основные материалы, не приведенные в Приложении 9 настоящих Правил;
2) основные материалы, приведенные в Приложении 9, в случае их применения при температурах, превышающих максимально допустимые по указанному приложению;
3) сварочные и наплавочные материалы (покрытые электроды, сварочные и наплавочные проволоки и ленты, флюсы и защитные газы), не предусмотренные ОП для сварки (наплавки) деталей из сталей (сплавов) соответствующих марок (сочетаний марок) применительно к конкретным способам сварки (наплавки).
4. Какие виды контроля деятельности организации должны производиться в процессе изготовления, строительства, монтажа и ремонта элементов ЛСБ (НП-010-98, п.7.1.4.)?
Контроль качества работ в процессе изготовления, строительства, монтажа и ремонта элементов ЛСБ работ должен осуществляться на всех этапах их выполнения и включать:
входной контроль рабочей документации, качества поступающих материалов, элементов, полуфабрикатов;
операционный контроль в процессе производства работ;
приемочный контроль качества элементов;
инспекционный контроль технологии производства и качества выполняемых работ
5.Что такое Программа обеспечения качества (ПОК),согласно НП-090-11 (термин)?
Программа обеспечения качества (ПОК) - документ, устанавливающий совокупность организационных и технических мероприятий по обеспечению качества, влияющих на безопасность ОИАЭ.
6. Что включает в себя контроль качества сварных соединений и наплавок АЭУ (ПНАЭ Г-7-010-89, п. 1.9.)?
. Контроль качества сварных соединений и наплавок включает:
аттестацию контролеров;
контроль сборочно-сварочного и термического оборудования, аппаратуры и приспособлений;
входной контроль основных материалов;
контроль качества сварочных и наплавочных материалов;
операционный контроль;
неразрушающий контроль;
разрушающий контроль;
контроль качества исправления дефектов;
гидравлические (пневматические) испытания.
БИЛЕТ 25
1. Какие виды испытаний (исследований) проводятся при разрушающем контроле сварных соединений (наплавки) (ПНАЭ Г-7-010-89, п. 1.16.)?
При разрушающем контроле проводят механические испытания (испытание на растяжение при нормальной температуре, испытание на растяжение при повышенной температуре, испытание на статический изгиб, испытание на сплющивание труб), определение ферритной фазы, испытания на межкристаллитную коррозию, металлографические исследования, определение химического состава.
2. Какие организации должны выполнять требования СП АС-03 (СП АС-03, п. 1.2.)?
СП АС-03 (далее - Правила) являются обязательными для организаций, осуществляющих деятельность, связанную с размещением, проектированием, строительством, вводом в эксплуатацию и эксплуатацией атомных станций (далее - АС) с реакторами различного типа (ВВЭР, РБМК, БН и др.), кроме транспортных ядерных энергетических установок и реакторных установок специального назначения3. Какие сварочные материалы (согласно какому документу) должны применяться для сварки баков и кожухов элементов ЛСБ (НП-010-98, п.6.2.)?
Для изготовления, монтажа и ремонта герметизирующих стальных облицовок, баков и кожухов как элементов ЛСБ должны применяться материалы, приведенные в приложении 1 (обязательном), и сварочные материалы, указанные в Основных положениях по сварке элементов локализирующих систем безопасности атомных станций.
Для железобетонных конструкций ГО должны применяться материалы в соответствии с Нормами проектирования железобетонных сооружений локализующих систем безопасности атомных станций.
Для стальных оболочек ГО должны применяться материалы в соответствии с Нормами расчета на прочность стальных защитных оболочек атомных станций
Для остальных элементов ЛСБ используются материалы, разрешенные к применению согласно требованиям Правил устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок.
4. К чему устанавливает требования НП-071 -06 (п. 1.1.)?
Настоящие федеральные нормы и правила "Правила оценки соответствия оборудования, комплектующих, материалов и полуфабрикатов, поставляемых на объекты использования атомной энергии" (далее - Правила) устанавливают требования к оценке соответствия оборудования, изделий, применяемых в качестве составной части оборудования или других комплектующих (далее - комплектующие), материалов и полуфабрикатов, поставляемых на объекты использования атомной энергии (ОИАЭ).
5. Кто разрабатывает, и кто согласовывает документ «План качества изготовления продукции для ОИАЭ» (РД ЭО 1.1.2.01.0713-2013,р.7)?
План качества разрабатывается предприятием-изготовителем и согласовывается с уполномоченной организацией и утверждается заказчиком
6. После чего проводят гидравлические испытания АЭУ (ПНАЭ Г-7-008-89, п.5.1.2.)?
5.1.2. Гидравлические испытания проводят:
1) после изготовления предприятием-изготовителем оборудования или элементов трубопроводов, поставляемых на монтаж;
2) после монтажа оборудования и трубопроводов;
3) в процессе эксплуатации оборудования и трубопроводов, нагружаемых давлением воды, пара или пароводяной смеси.
БИЛЕТ 26
1. В каких случаях допускается не проводить гидравлические испытания отдельных деталей и сборочных единиц оборудования группы С из сталей перлитного и аустенитного классов после их изготовления (ПНАЭ Г-7-008-89, п.5.1.9.)?
Гидравлические испытания отдельных деталей и сборочных единиц оборудования и трубопроводов после их изготовления допускается не проводить в следующих случаях:
1) предприятие-изготовитель осуществляет гидравлические испытания этих деталей и сборочных единиц в составе укрупненных сборочных единиц или изделий;
2) предприятие-изготовитель не содержащего сварных соединений I и Iи категории оборудования группы В из сталей перлитного класса или высокохромистых сталей осуществляет сплошной ультразвуковой и радиографический контроль основного металла и сварных соединений, а из сталей аустенитного класса и железоникелевых сплавов - сплошной радиографический контроль основного металла и сварных соединений при соблюдении всех других требований ПК и конструкторской документации;
3) предприятие-изготовитель оборудования группы С из сталей перлитного класса и из высокохромистых сталей осуществляет сплошной ультразвуковой контроль всех сварных соединений, а также их радиографический контроль в удвоенном объеме по сравнению с предусмотренным ПК, а из сталей аустенитного класса и железоникелевых сталей - сплошной радиографический контроль всех сварных соединений; при этом должны соблюдаться все другие требования ПК и конструкторской документации;
4) предприятие-изготовитель деталей и сборочных единиц трубопроводов групп В и С из сталей перлитного класса и из высокохромистых сталей осуществляет сплошной ультразвуковой контроль всех сварных соединений, а также радиографический контроль сварных соединений IIа, IIна категорий в объеме 100%, IIв, IIнв и IIIа категорий - в объеме 50%, IIIв - в объеме 25%, а из сталей аустенитного класса - сплошной радиографический контроль всех сварных соединений, при этом должны соблюдаться все другие требования ПК и конструкторской документации; кроме того, должен быть проведен дополнительный капиллярный или магнитопорошковый контроль механически обработанных поверхностей (расточек, переходов, гибов труб и т. и.) и ультразвуковой или радиографический контроль металла в зонах концентрации напряжений и в зонах, подвергавшихся деформации более 5% при изготовлении (гибов и раздаваемых концов труб, вытянутых горловин и т.п.) и в объеме, устанавливаемом конструкторской документацией (для трубопроводов группы С указанный дополнительный контроль допускается не проводить).
2. На сварку каких элементов ЛСБ распространяются Правила ПНАЭ Г-10-031 -92 (п. 1.2.)?
1.2. Настоящие ОП распространяются на сварку следующих элементов ЛСБ:
• герметизирующая стальная облицовка;
• закладные детали, являющиеся частью этой облицовки;
• узлы приварки к облицовке функциональных систем, пересекающих облицовку герметичного контура;
• сварные соединения приварки анкерных элементов к облицовке со стороны бетонирования.
Сварка элементов железобетонных конструкций, не входящих в гермоконтур, должна выполняться в соответствии с требованиями строительных норм и правил
3. Как следует осуществлять бетонирование перекрытий и стен СЛА, если герметизирующая стальная облицовка используется в качестве опалубки (НП-010-98, п.7.2.12.)?
Бетонирование перекрытий и стен, герметизирующая стальная облицовка которых используется в качестве опалубки, необходимо выполнять послойно. Высота слоя бетонирования и места закрепления герметизирующей стальной облицовки должны быть указаны в проектной документации.
4. Можно ли привлекать для проведения аварийных и спасательных работ на ОИАЭ лиц, не относящихся к персоналу (НРБ-99/2009, п. 3.2.4.)?
. Лица, не относящиеся к персоналу, привлекаемые для проведения аварийных и спасательных работ, должны быть оформлены и допущены к работам как персонал группы А
5. Дать определение санитарно-защитной зоны АС (ОСПОРБ-99/2010, термин 62-приложение 8)?
Санитарно-защитная зона – территория вокруг радиационного объекта, за пределами которой уровень облучения населения за счет нормальной эксплуатации радиационного объекта не превышает установленную для него квоту
6. Что должно быть указано в производственно-технологической документации (ПТД) на сварку (наплавку) трубопроводов АЭУ (ПНАЭ Г-7-009-89, п.6.1.1.)?
6.1.1. Сварка деталей (сборочных единиц) должна проводиться по ПТД, разработанной в соответствии с требованиями и указаниями настоящих ОП и чертежей.
В ПТД должны быть установлены:
способы сварки (наплавки);
квалификация сварщиков;
типы выполняемых сварных соединений;
род и полярность сварочного тока;
используемое сварочное оборудование;
сочетания марок основных и сварочных (наплавочных) материалов;
необходимость, методы и режимы предварительного и сопутствующего сварке (наплавке) подогрева;
пространственные положения сварки (наплавки);
сортамент присадочных материалов;
режимы сварки (наплавки) применительно к выполнению конкретных сварных соединений (наплавки);
методы и режимы предварительного и сопутствующего сварке (наплавке) подогрева (если таковой предусмотрен);
порядок наложения валиков и слоев шва и наплавок (в случае необходимости);
виды термической обработки сварных соединений и наплавленных деталей (если таковая предусмотрена);
условия пребывания сварных соединений (наплавленных деталей) с момента окончания сварки (наплавки) до начала термической обработки;
методы и объем операционного контроля сварки (наплавки).
Ориентировочные режимы сварки для выполнения некоторых сварных соединений приведены в справочном приложении 2.
БИЛЕТ 27
- Каким документом управляется процедура подготовки и проверки знаний по безопасности в организации (МСУ-90) к действию на ОИАЭ (РМ-19-020)?
- Дать понятие терминам и обозначениям (ЛСБ, ЗЛА, ГО, герметичность, шлюз) (НП-010-98, определения).
Локализующие системы (элементы) безопасности - системы (элементы), предназначенные для предотвращения или ограничения распространения выделяющихся при авариях радиоактивных веществ и ионизирующего излучения за установленные проектом границы и выхода их в окружающую среду.
Зона локализации аварий - пространство, ограничиваемое ГО, в котором проектом АС предусматривается удержание радиоактивных веществ.
Герметичное ограждение - совокупность элементов строительных и других конструкций, которые, ограждая пространство вокруг реакторной установки или другого объекта, содержащего радиоактивные вещества, образуют предусмотренную проектом границу и препятствуют распространению радиоактивных веществ в окружающую среду в количествах, превышающих установленные пределы. Пространство, закрытое ГО, образует одно или несколько герметичных помещений.
Герметичность - способность элемента или системы ограничивать распространение жидких, газообразных веществ и аэрозолей, включая пар.
Шлюз - сооружение (помещение) или устройство, являющееся элементом ГО и предназначенное для прохода работников (персонала) АС и (или) транспортирования оборудования и материалов в (из) ЗЛА с сохранением герметичности ГО.
- Что такое Программа обеспечения качества для ОИАЭ (НП-090-11)?
Программа обеспечения качества (ПОК) - документ, устанавливающий совокупность организационных и технических мероприятий по обеспечению качества, влияющих на безопасность ОИАЭ.
- На какие грузоподъемные краны объектов использования атомной энергии распространяются требования (НП-043-03, п.1.2.)?
Требования настоящего документа распространяются на грузоподъемные краны объектов использования атомной энергии грузоподъемностью 1 т и более, используемые в технологическом процессе ОИАЭ и (или) расположенные на охраняемой территории этих объектов (далее - краны ОИАЭ):
а) грузоподъемные краны всех типов, включая мостовые краны-штабелеры с машинным приводом;
б) грузовые электрические тележки, передвигающиеся по наземным рельсовым путям совместно с кабиной управления;
в) краны-экскаваторы, предназначенные для работы только с крюком, подвешенным на канате, или с электромагнитом;
г) электрические тали;
д) подъемники крановые;
е) грузозахватные органы (крюки, грейферы, грузоподъемные электромагниты, клещевые захваты и т.п.);
ж) грузозахватные приспособления (стропы, захваты, траверсы и т.п.).
Требования настоящего документа не распространяются на устройства перегрузки топлива для ядерных реакторов.
- Назовите периодичность гидравлических (пневматических) испытаний оборудования групп А и В АЭУ (ПНАЭ Г-7-008-89, п.5.1.4., 8.2.6.)?
Гидравлические (пневматические) испытания после монтажа и в процессе эксплуатации проводятся в сроки, указанные в п. 8.2.6.
Техническое освидетельствование оборудования и трубопроводов должно проводиться в объеме и в сроки, указанные в табл. 3.
| №№ п.п. | Объекты освидетельствования, условия и сроки проведения | Операции технического освидетельствования | Примечание | ||
| Наружный осмотр | Внутренний осмотр | Гидравлическое (пневматическое) испытание | |||
| Оборудование и трубопроводы после регистрации до начала пусконаладочных работ, связанных с повышением параметров (давления и температуры) среды до нанесения теплоизоляции | Проводится | Проводится | Проводится | ||
| Оборудование и трубопроводы перед нанесением защитных покрытий (только поверхности, подлежащие покрытию) | Проводится | Проводится | Не проводится | ||
| Оборудование в процессе: эксплуатации со снятием теплоизоляции | |||||
| 3.1 | Не реже одного раза в четыре года для оборудования групп А и В, а также оборудования группы С в случае невозможности проведения внутреннего осмотра по условиям радиационной обстановки или из-за особенностей конструкции | Проводится | Проводится | Проводится | |
| 3.2 | Не реже одного раза в восемь лет для остального оборудования группы С | Проводится | Проводится | Проводится | |
| Трубопроводы и арматура со снятием съемной теплоизоляции (на участках, указанных в п. 2.19) | |||||
| 4.1 | Не реже одного раза в четыре года для трубопроводов групп А и В | Проводится | Не проводится | Проводится | При наличии следов просачивания рабочей среды через теплоизоляцию она должна быть частично или полностью снята |
| 4.2 | Не реже одного раза в восемь лет для трубопроводов группы С | Проводится | Не проводится | Проводится | |
| Оборудование и трубопроводы при рабочем давлении без снятия теплоизоляции - не реже одного раза в год, без снятия теплоизоляции - не реже одного раза в год | Проводится | Не проводится | Не проводится | ||
| Оборудование и трубопроводы, расположенные в страховочных корпусах реакторов ACT при остановках на перегрузку не реже одного раза в два года | Проводится | Не проводится | Не проводится | ||
| Оборудование и трубопроводы после ремонта или реконструкции с применением сварки | Проводится | Проводится | Проводится | Внутренний и наружный осмотр проводится только в местах ремонтируемых сварных соединении. Осмотр внутренней поверхности проводится в доступных местах с соблюдением требований п. 8.2.4 и 8.2.5. Допускается, если это будет обосновано эксплуатирующей организацией и одобрено межрегиональным территориальным округом Госатомнадзора России, не проводить гидравлических (пневматических) испытаний зарегистрированных трубопроводов, отремонтированных в процессе эксплуатации с помощью сварки участков трубопроводов (за исключением участков с продольными сварными швами) непосредственно после ремонта, а выполнить их при очередных испытаниях по п. 3 или 4 настоящей таблицы при условии проведения контроля всех новых сварных соединений и мест ремонта в установленном объеме | |
| Корпуса арматуры и насосов при проведении их капитального ремонта | Не проводится | Проводится | Не проводится | ||
| Оборудование после землетрясения, равного или превышающего по бальности проектное | Проводится | Проводился | Проводится | Объем технического освидетельствования после землетрясения устанавливается комиссией по обследованию оборудования и трубопроводов | |
| Трубопроводы после землетрясения, равного или превышающего по бальности проектное | Проводится | Не проводится | Не проводится | То же | |
| Досрочное освидетельствование | Проводится | Проводится | Проводится | Объем досрочного технического освидетельствования устанавливается межрегиональным территориальным округом Госатомнадзора России или администрацией АЭУ, по требованию которых должно осуществляться досрочное техническое освидетельствование | |
| Примечание. Результаты технического освидетельствования по п. 1 , 3, 4, 7, 9, 10 и 11 настоящей таблицы фиксируются в паспортах оборудования и трубопроводов. По остальным позициям результаты фиксируются в актах, предусмотренных в п. 8.2.13. |
6. Для каких радиационных объектов «Правила...» ОСПОРБ-99/2010 являются обязательными? (п. 1.4.)
Правила являются обязательными при проектировании, строительстве, эксплуатации, реконструкции, перепрофилировании и выводе из эксплуатации радиационных объектов.
БИЛЕТ 28
- Какими основными принципами следует руководствоваться для обеспечения радиационной безопасности при нормальной эксплуатации источников излучения (НРБ-99/2009, п. 2.5.)?
. Для обеспечения радиационной безопасности при нормальной эксплуатации источников излучения необходимо руководствоваться следующими основными принципами:
- непревышение допустимых пределов индивидуальных доз облучения граждан от всех источников излучения (принцип нормирования);
- запрещение всех видов деятельности по использованию источников излучения, при которых полученная для человека и общества польза не превышает риск возможного вреда, причиненного дополнительным облучением (принцип обоснования);
- поддержание на возможно низком и достижимом уровне с учетом экономических и социальных факторов индивидуальных доз облучения и числа облучаемых лиц при использовании любого источника излучения (принцип оптимизации).
2.2. Для обоснования расходов на радиационную защиту при реализации принципа оптимизации принимается, что облучение в коллективной эффективной дозе в 1 чел.-Зв приводит к потенциальному ущербу, равному потере примерно 1 чел.-года жизни населения. Величина денежного эквивалента потери 1 чел.-года жизни устанавливается отдельными документами федерального уровня в размере не менее 1 годового душевого национального дохода.
2.3. Для наиболее полной оценки вреда, который может быть нанесен здоровью в результате облучения в малых дозах, определяется ущерб, количественно учитывающий как эффекты облучения отдельных органов и тканей тела, отличающиеся радиочувствительностью к ионизирующему излучению, так и всего организма в целом. В соответствии с общепринятой в мире линейной беспороговой теорией зависимости риска стохастических эффектов от дозы величина риска пропорциональна дозе излучения и связана с дозой через линейные коэффициенты радиационного риска, приведенные в таблице:
┌────────────────┬───────────────────┬────────────────────────┬──────────
│ Облучаемая │ Коэффициент риска │ Коэффициент риска │ Сумма, │
│группа населения│ злокачественных │наследственных эффектов,│ -2 -1│
│ │ новообразований, │ -2 -1 │x 10 Зв │
│ │ -2 -1 │ x 10 Зв │ │
│ │ x 10 Зв │ │ │
├────────────────┼───────────────────┼────────────────────────┼──────────
│Все население │ 5,5 │ 0,2 │ 5,7 │
├────────────────┼───────────────────┼────────────────────────┼──────────
│Взрослые │ 4,1 │ 0,1 │ 4,2 │
└────────────────┴───────────────────┴────────────────────────┴──────────
Усредненная величина коэффициента риска, используемая для установления
-1
пределов доз персонала и населения, принята равной 0,05 Зв .
В условиях нормальной
-5
- для населения - 5,0 x 10 .
-6
Уровень пренебрежимо малого риска составляет 10 .
При обосновании защиты от источников потенциального облучения в течение года принимаются следующие граничные значения обобщенного риска (произведение вероятности события, приводящего к облучению, и вероятности смерти, связанной с облучением):
-4 -1
- персонал - 2,0 x 10 , год ;
-5 -1
- население - 1,0 x 10 , год .
2. При выполнении каких условий оборудование и трубопроводы АЭУ считаются выдержавшими гидравлические (пневматические) испытания (ПНАЭ Г-7-008-89, п.5.7.)?
Оборудование и трубопроводы считаются выдержавшими гидравлические (пневматические) испытания, если в процессе испытаний и при осмотре не обнаружено течей и разрывов металла, в процессе выдержки по п. 3.4.1 падение давления не выходило за пределы, указанные в п. 5.4.3, а после испытаний не выявлено видимых остаточных деформаций.
При гидравлических (пневматических) испытаниях оборудования и сборочных единиц (деталей) трубопроводов течи через технологические уплотнения, предназначенные для проведения испытаний, не являются браковочным признаком.
3. Какие виды испытаний применяются при проверке ЛСБ и их элементов на соответствие проектным характеристикам (НП-010-98, п.8.1.4.)?
Проверка ЛСБ и их элементов на соответствие проектным характеристикам должна обеспечиваться путем проведения следующих видов испытаний: испытание на прочность, испытание на герметичность, функциональное испытание.
В зависимости от назначения ЛСБ и их элементы должны подвергаться либо всем указанным испытаниям, либо их отдельным видам в соответствии с требованиями проекта АС.
4. К чему устанавливаются требования вНП-090-11 (п.2.)?
Настоящие Правила устанавливают требования к структуре, содержанию и порядку разработки программ обеспечения качества (далее - ПОК) для объектов использования атомной энергии (далее - ОИАЭ)
5. В соответствии с какими нормативными документами должны конструироваться, изготавливаться и эксплуатироваться общепромышленные краны ОИАЭ, не оказывающие влияния на безопасность ОИАЭ (НП-043-11, п.11)?
11. Конструирование (проектирование), изготовление, монтаж, техническое обслуживание и эксплуатация (включая ремонт и реконструкцию) общепромышленных кранов должны производиться в соответствии с требованиями Правил устройства и безопасной эксплуатации грузоподъемных кранов, утвержденных постановлением Госгортехнадзора России от 31 декабря 1999 г. N 98 (признано Минюстом России не нуждающимся в государственной регистрации, письмо от 17 августа 2000 г. N 6884-ЭР) (далее - Правила безопасности по кранам).
6. При исполнении каких требований СП АС-03 считается достаточной радиационная безопасность АС (СП АС-03, п.3.2.)?
Радиационная безопасность атомных станций считается достаточной, если техническими средствами и организационными мерами обеспечивается непревышение установленных НРБ-99 основных пределов доз облучения персонала, населения и соблюдение требований настоящих правил.
БИЛЕТ 29
1. Можно ли привлекать для проведения аварийных и спасательных работ на ОИАЭ лиц, не относящихся к персоналу (НРБ-99/2009, п. 3.2.4.)?
Лица, не относящиеся к персоналу, привлекаемые для проведения аварийных и спасательных работ, должны быть оформлены и допущены к работам как персонал группы А.
2. Из каких элементов состоит ЛСБ ОИАЭ (НП-010-98, п.1.4.)?
Проектирование, конструирование, изготовление, строительство, монтаж, испытания и эксплуатация элементов ЛСБ должны выполняться в соответствии с требованиями нормативных документов, приведенных в таблице.
| № п/п | Элементы ЛСБ | Нормативный документ |
| 1. | Трубопроводы (воздуховоды) всех диаметров из углеродистой и нержавеющей стали; изолирующие устройства ;предохранительные и перепускные устройства; все проходки и их закладными деталями; корпуса насосов, фильтров и газодувок; теплообменники; люки, двери, шлюзы и их закладные детали; корпуса контрольно-измерительных устройств, соединенных с ЗЛА | Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок с учетом требований настоящих Правил |
| 2. | Баки и кожухи; стальные герметизирующие облицовки с закладными деталями | Правила устройства и эксплуатации локализующих систем безопасности атомных станций |
| 3. | Строительные конструкции ГО | Правила устройства и эксплуатации локализующих систем безопасности атомных станций |
| 4. | Стальные оболочки ГО | Правила устройства и эксплуатации локализующих систем безопасности атомных станций |
3. В каком случае требуется установка предохранительного устройства на трубопроводе АЭУ (ПНАЭ Г-7-008-89, п.6.2.1.)?
Предохранительные устройства должны устанавливаться на оборудовании или трубопроводах, давление в которых может превысить рабочее как за счет происходящих в них физических и химических процессов, так и за счет внешних источников повышения давления, рассчитанных с учетом условий, указанных в п. 2.1.7.
Если давление в оборудовании или трубопроводах не может превысить рабочее, то установка предохранительных устройств не требуется. Это обстоятельство должно быть обосновано в проекте.
Оборудование первого контура и страховочный корпус должны быть рассчитаны на нагрузки, возникающие при разгерметизации корпуса реактора и истечении теплоносителя в страховочный корпус.
Все отсекаемые с двух сторон участки оборудования и трубопроводов с однофазной средой (вода, жидкий металл), которые могут прогреваться любым образом, должны быть оснащены предохранительными устройствами.
4. Назвать виды контроля сварных соединений и наплавленного металла, установленные в ПК ОИАЭ (ПНАЭ Г-7-010-89, п.9.).
9.2. Визуальный и измерительный контроль9.3. Капиллярный контроль9.4. Магнитопорошковый контроль9.5. Радиографический контроль9.6. Ультразвуковой контроль9.7. Контроль прогонкой металлическим калибром (шариком)9.8. Контроль герметичности9.9. Гидравлические (пневматические) испытания
5. В какой момент должна быть утверждена ПОК, согласно «Требований к программам обеспечения качества для ОИАЭ» НП-090-11 (п.8.) ?
ПОК должна быть утверждена и введена в действие в организации до начала осуществления деятельности в области использования атомной энергии, на которую она распространяется.
6.На какие ИЯУ распространяются требования НП-033-11 (п.1.1.3.)?
Требования ОПБ ИЯУ распространяются на проектируемые, сооружаемые, эксплуатируемые и выводимые из эксплуатации исследовательские ядерные установки.
БИЛЕТ 30
1. Каким документом установлены требования к поставке импортного оборудования, изделий, материалов и комплектующих для ОИАЭ?
РД-03-36-2002 «Условия поставки импортного оборудования, изделий и комплектующих для ядерных установок, радиационных источников и пунктов хранения РФ»
2. Какой минимальный уклон в сторону организованного дренажа, в соответствии с Правилами АЭУ, должны иметь трубопроводы из углеродистой стали (ПНАЭ Г-7-008-89, п. 2.3.11.)?
Горизонтальные участки трубопроводов должны иметь уклон не менее 0,004 в сторону организованного дренажа. Для паропроводов указанный уклон должен сохраняться при температуре, равной температуре насыщения пара при рабочем давлении.
На горизонтальных участках трубопроводов с номинальным наружным диаметром до 60 мм из коррозионно-стойких сталей аустенитного класса, работающих в контакте с водой, пароводяной смесью и паром, допускается отсутствие уклона при условии обеспечения возможности промывки трубопроводов. На горизонтальных участках трубопроводов с номинальным наружным диаметром более 60 мм из сталей того же структурного класса или из плакированных сталей перлитного класса, работающих в контакте с указанными средами, допускается отсутствие уклона, если отношение длины этих участков к номинальному внутреннему диаметру трубопровода не превышает 25.
3. На основании требований каких документов должны проводиться контроль качества и приемка выполненных работ и готовых элементов, систем и оборудования ИЯУ, согласно НП-033-11 (п.4.3.)?
Контроль качества и приемка выполненных работ и готовых элементов, систем и оборудования должны вестись в соответствии с требованиями нормативной и рабочей документации и программами обеспечения качества.
4. Допускается ли для элементов ЛСБ применение материалов, не имеющих сертификата завода изготовителя (НП-010-98, п.6.4.)?
Применение для элементов ЛСБ материалов при неполноте данных по их характеристикам в сертификатах заводов-поставщиков или отсутствии сертификатов допускается после проведения испытаний и исследований, подтверждающих соответствие материалов требованиям стандартов или ТУ.
5. Основные положения документа «Требования к программам обеспечения качества ОИАЭ» НП-090-11 ?
4. ПОК для ОИАЭ подразделяются на:
1) общую ПОК, действие которой распространяется на все выполняемые работы и предоставляемые услуги, влияющие на безопасность ОИАЭ, на всех этапах его жизненного цикла;
2) частные ПОК организаций, осуществляющих деятельность, влияющую на безопасность ОИАЭ, на отдельном этапе жизненного цикла ОИАЭ и (или) при осуществлении лицензируемого вида деятельности в области использования атомной энергии.
5. Эксплуатирующая организация (или головная конструкторская организация - для судов и иных транспортных и транспортабельных средств с ядерными установками и радиационными источниками) должна осуществлять:
1) организацию разработки, утверждение, ввод в действие, выполнение, проверку выполнения и оценку результативности выполнения общей ПОК;
2) согласование, контроль за выполнением и оценку результативности выполнения ПОК организаций, выполняющих работы и предоставляющих услуги для эксплуатирующей организации.
6. Организация, осуществляющая деятельность в области использования атомной энергии, должна осуществлять:
1) организацию разработки, утверждение, ввод в действие, выполнение, проверку выполнения и оценку результативности своей частной ПОК;
2) согласование, контроль за выполнением и оценку результативности выполнения частных ПОК своих подрядных организаций.
7. Допустимость разработки одной ПОК для нескольких видов деятельности в области использования атомной энергии в отношении одного или нескольких ОИАЭ, на которых осуществляется указанная деятельность, а также допустимость разработки одной частной ПОК при проектировании (конструировании) и (или) при изготовлении ряда изделий, поставляемых на ОИАЭ, или при выполнении работ (предоставлении услуг) на различных ОИАЭ должна быть обоснована в соответствующей ПОК.
8. ПОК должна быть утверждена и введена в действие в организации до начала осуществления деятельности в области использования атомной энергии, на которую она распространяется.
9. Содержащиеся в ПОК организационно-технические и другие мероприятия по обеспечению качества должны основываться на дифференцированном подходе, учитывающем классификации систем (элементов) и сооружений ОИАЭ по их влиянию на безопасность ОИАЭ в соответствии с федеральными нормами и правилами в области использования атомной энергии.
6. Что такое авария радиационная (ОСПОРБ-99/2010, термин 1, приложение 8)?
Радиационная авария – потеря управления источником ионизирующего излучения, вызванная неисправностью оборудования, неправильными действиями персонала, стихийным бедствием или иными причинами, которая могла привести или привела к облучению людей выше установленных норм или радиоактивному загрязнению окружающей среды.
Дата добавления: 2015-04-21; просмотров: 352; Мы поможем в написании вашей работы!; Нарушение авторских прав |