КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
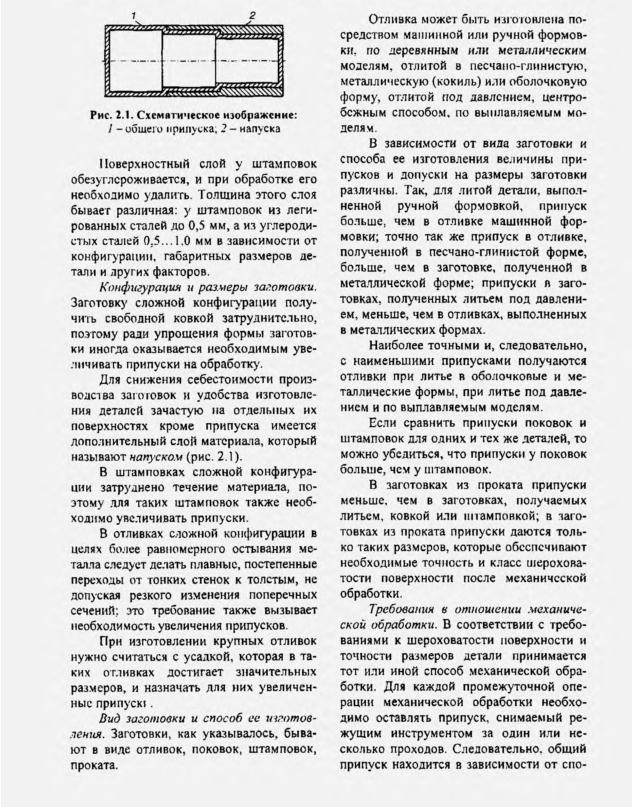
Расчёт межоперационных припусков и допусков.
Обработка многих пов-тей произв-ся за несколько операций. Некотор. пов-ти заготовок могут обрабатываться за несколько переходов. Для осуществления каждого перехода необход. снять слой матер-ла – припуск.
Минимальный межоперационный припуск должен обеспечить снятие микронеровностей пов-ти и дефектного слоя ( литейная корка у отливок, обезуглероженный слой у поковок, деформир-й слой), компенсировать отклонения формы и погрешностей.
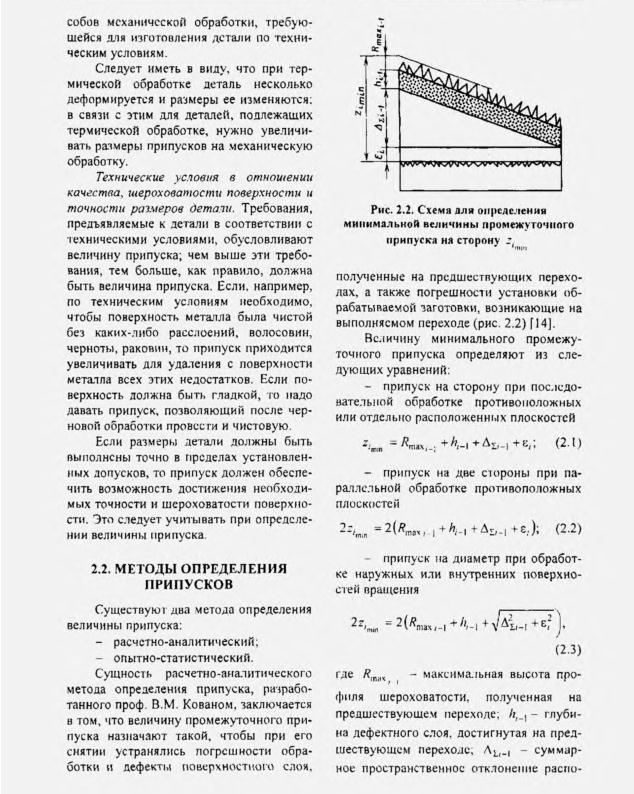
По формулам проф. В.М.Кована минимальный межоперационный припуск Zi min определяется:
Минимальный асимметричный межоперационный припуск при последовательной обработкеп противолежащих плоских поверхностей:
Zi min =(hi -1 + Ti-1)+ (pi-1 + ∑yi) , где
hi -1 – высота микронеровностей , полученная на смежном предшествующем переходе;
Ti-1 –глубина дефектного поверхностного слоя , полученного на смежном предшествующем переходе;
pi-1 –геометрическая сумма отклонений ф-мы взаимосвязанных пов-тей обрабатываемой заготовки, возникающих на смежном переходе;
∑yi – погрешность установки на выполняемом переходе;
Минимальный симметричный межоперационный припуск при параллельной обработке противолежащих плоскостей пов-тей:
2Zi min= 2x ( (hi -1 + Ti-1) + (pi-1 + ∑ yi) )
Минимальный симметричный межоперационный припуск при обработке наружных и внутренних пов-тей тел вращения:
Zi min =(hi -1 + Ti-1)+V pi-1 + ∑yi *
Приведённые выше формулы расчёта минимального припуска Zi min относятся к обработке деталей на настроенном оборудовании методом автоматического получения заданного раз-ра.
При получении заданного раз-ра методом пробных проходов для расчёта припуска Zi min в указанную формулу вместо погрешностей установки на выполняемом переходе ∑yi вводится погрешность выверки ∑вi .
Зная минимальные припуски, можно определить промежуточные раз-ры от готовой детали до черновой заготовки.
Рис1.
Определим раз-ры при обработке плоскостей у партии заготовок. Для простоты расчёта будем иметь один переход. На рис. изображены две заготовки из партии – с наибольшим и наименьшим предельными раз-ми.
Инструмент устанавливают на определённый раз-р Сн. При обраб-ке вследствие разной глубины резания и колебания отжатий технологической системы от уmin до ymax обработанные детали в партии имеют разные раз-ры:
aimax-aimin=бi , где
aimax и aimin - максимальные и минимальные раз-ры заготовки после обработки;
бi – допуск на выполнение перехода.
Зная раз-р aimin в предыдущей ф-ле и величину минимального припуска, можно определить минимальный р-р по ф-ле:
аi-1 min= aimin+ Zi min
Максимальный раз-р заготовки определяется из формулы:
аi-1max= аi-1 min + бi-1 или
аi-1max= aimax+ Zi mах , где
Zi mах- максимальный припуск.
При этом Zi mах= Zi min+ бi-1- бi,
Zi mах- Zi min=бz,где бz-допуск на припуск.
Все данные для расчёта припусков и промежуточных раз-ров берутся из нормативов. Для облегчения определения припусков пользуются опытно-статистическим методом, т.е припуск выбирают с помощью таблицы припусков, составленной на основании производственного опыта.
Величины припусков , полученные этим методом, явл-ся завышенными, т.к. они устанавливаются суммарно на весь технологический процесс и не учитывают особенности выполнения отдельных операций.
Для возможного уменьшения припусков на обработку применяют правку заготовок перед обработкой и в процессе обработки; изготавливают заготовки способом, обеспечивающим чистоту пов-ти и отсутствие поверхностных дефектов, используют приспособления и способы крепления, при котор. достигаются точность и постоянство положения деталей при обработке; производят обдирочное шлифование вместо токарной и фрезерной обработки.
Обеспечение точности параметров деталей , подвергаемых механической обработке, осуществляется снятием с поверхности слоя материала , называемого припуском.
Последовательной обработкой заготовки получают готовую деталь с заданными параметрами, обеспечивающими её качество:
- точность размеров, формы и расположения поверхностей;
-шероховатость и микротвёрдость поверхностей;
-глубину наклёпанного слоя и знак поверхностных напряжений и т.д.
Припуск есть слой материала, снимаемый с поверхности детали для обеспечения заданного качества. Величина снимаемого припуска должна быть оптимальной, обеспечивающей заданное качество при минимальном расходе материала и времени на обработку. Увеличенные припуски приводят к удалению наиболее износоустойчивых поверхностных слоёв детали. Кроме того, увеличение припусков снижает экономические показатели технологического процесса, т.к ведёт к увеличению времени обработки. Малые припуски на обработку не обеспечивают возможности удаления дефектных поверхностных слоёв металла, повышают требования к точности заготовок.
Различают припуски общие, операционные, промежуточные и припуски, снимаемые за один рабочий ход.
Операционный припуск Z, - это припуск , удаляемый при выполнении одной технологической операции.
Промежуточный припуск – удаляемый при выполнении одного технологического перехода. Определяется разностью размеров, полученных на предшествующем и выполняемом переходе.
Деление припусков на операционные и промежуточные явл-ся условным, поскольку каждый технологический переход обработки поверхности при определённых условиях может быть выделен в отдельную операцию и наоборот.
Общим припуском называется слой материала, необходимый для выполнения всей совокупности операций и переходов от заготовки до готовой детали. Он равен сумме операционных припусков:
n
Z=∑ Zi
i=1
n – число операций ( переходов).
Припуски на обработку могут быть симметричными и асимметричными.
Симметричные припуски имеют место при обработке наружных и внутренних цилиндрических и конических поверхностей вращения, а также одновременной обработке противолежащих поверхностей с одинаковыми припусками.
Асимметричный припуск будет в том случае, когда противолежащие поверхности обрабатываются независимо одна от другой.
Во всех случаях установленный минимальный припуск не должен быть меньше минимальной толщины стружки, которую может снять режущий инструмент, например, после непродолжительной работы заточенного резца минимальная толщина снимаемой стружки составляет 0,02-0,05 мм; при других видах обработки она может быть больше( фрезерование) или меньше ( абразивная обработка).
На припуск устанавливают допуск, который явл-ся разностью между наибольшим и наименьшим значениями припуска.
Значения припусков и допусков определяют промежуточные ( операционные) размеры.
Наряду с припуском в машиностроении существует понятие напуска, под которым понимают также слой материала, подлежащего удалению. Напуски увеличивают величину припусков, из-за чего возрастает трудоёмкость обработки. К напускам относятся: штамповочные и формовочные уклоны, непролитые и непрошитые отверстия, слои металла у сортового проката, различные впадины, заполняемые металлом при ковке и штамповке и т.д.
Методы определения припусков на обработку.
Существует два метода определения припусков: опытно- статистический и расчётно-аналитический.
Следствием первого метода явл-ся разработка таблиц для определёния общих и операционных припусков. Таблицы составлены на основе обобщения систематизации производственных данных передовых заводов и некоторые из них стандартизованы. Например, на отливки –ГОСТ 26645-85, штампованные поковки – ГОСТ 7505-89 и др. Табличные значения припусков во избежание брака , завышены и не учитывают конкретных условий обработки ( последовательности выполнения операций, схем базирования и др). В связи с этим был разработан профессором В.М. Кованом – расчётно- аналитический метод. Он основан на учёте конкретных условий выполнения технологического процесса обработки путём анализа и выявления фактров, влияющих на величину припуска. К таким факторам относятся:
-величина микронеровностей поверхности Rz;
-глубина дефектного слоя поверхности h;
-пространственные отклонения поверхностей Δ. К пространственным отклонениям относятся коробление и кривизна поверхности, эксцентричность оси отверстия, несовпадение положения осей и др;
-погрешности установки заготовки ε.
Припуск на обработку должен быть таким, чтобы при его снятии устранялись дефекты обработки, и дефекты поверхностного слоя, полученные при предшествующей обработке, а также погрешности установки обрабатываемой заготовки при выполняемой обработке. Из факторов, влияющих на величину припусков Rz, h, Δ относятся к предшествующей обработке , и им присваивается индекс i-1,ε относится к выполняемой обработке и имеет индекс i.
С учётом изложенного минимальный промежуточный припуск на выполняемыйпереход в общем виде можно определить по формуле:
_ _
Zimin =(Rzi-1+hi-1)+│Δi-1+εi│
Пространственные отклонения и погрешности установки представляют собой векторы, т.к они имеют не только величину, но и направление. Их суммируют по правилам сложения векторов. При обработке плоских поверхностей имеем коллинеарные векторы: - -
│Δi-1+εi│=Δi-1+εi ,
При обработке поверхности вращения , когда невозможно предвидеть направление векторов суммирование производится по правилу квадратного корня:
- - 2 2
│Δi-1+εi│=√ Δi-1 + εi
Минимальный припуск на обработку плоскостей определяется по формуле:
Zimin =(Rzi-1+hi-1)+(Δi-1+εi)
Для поверхностей вращения припуск обычно считается сразу на диаметр:
2 2
2Zimin =2((Rzi-1+hi-1)+√Δi-1+εi )
Из общих формул расчёта припусков могут быть получены частные формулы для конкретных случаев обработки, например:
- при обработке цилиндрических поверхностей заготовки, установленной в центрах, погрешность установки отсутствует:
2Zimin =2(Rzi-1+hi-1 + Δi-1 );
- при обработке отверстий плавающей развёрткой и при протягивании не устраняетсясмещение увод оси; в этом случае также отсутствует погрешность установки:
2Zimin =2(Rzi-1+hi-1)
-при обработке , целью которой явл-ся лишь уменьшение шероховатости поверхности( полирование, суперфиниширование), минимальный припуск определяют по формуле:
2Zimin =2Rzi ;
- при шлифовании заготовок после их т/о поверхностный слой должен быть сохранён; следовательно, в расчётных формулах будет отсутствовать слагаемое hi-1.
Составляющие расчётной формулы минимального припуска приведены в технических справочниках в зависимости от конфигурации и размеров заготовки, материала, метода получения, способа установки на станке.
Действительные припуски на обработку в партии заготовок будут колебаться вследствие колебаний размеров заготовок, а также твёрдости их материалов.
Можно записать зависимость для минимального и максимального припусков наружных поверхностей:
Zimin =аmin -bmin;
Zimax =а max –bmax.
Учитывая, что
а max= аmin + Та,
bmax = bmin +Тb,
получим Zimax = аmin + Та - bmin –Тb = Zimin+ Та – Тb ,
где Та – допуск на размер заготовки;
Тb – допуск на выполняемый размер.
После вычислений минимального и максимального общего припуска рассчитывается припуск номинальный. Для наружного размера:
N
Z ном =∑ Zimin +еiзаг – еiдет ,
I-1
где еiзаг – нижнее отклонение размера заготовки;
еiдет –нижнее отклонение размера детали.
Величина номинального припуска необходима при конструировании штампов, пресс-форм, моделей, стержневых ящиков, приспособлений и т.д.
Расчёт минимальных и максимальных промежуточных припусков на обработку производят для определения расчётных размеров обрабатываемой поверхности по всем технологическим переходам от готовой детали до исходной заготовки.
Величина операционного допуска принимается в соответствии с экономической точностью метода обработки, используемого на данном этапе обработки.
Допуски на размеры , выполняемые на операциях окончательной обработки, выбирают в соответствии с экономической точностью метода обработки и в том случае, если по чертежу требуется меньшая точность выдерживаемого размера. Такая необходимость возникает в тех случаях, когда целью окончательной обработки явл-ся достижение малой шероховатости поверхности, а не высокой точности размера. Достоинством этого принципа явл-ся обеспечение окончательной обработки при малых колебаниях припуска в следствие уменьшения допуска на выполняемый размер. Вследствие увеличения колебания припуска снижается производительность окончательной обработки.
Если размер , координирующий положение обрабатываемой на данной операции поверхности, отсчитывается от другой, необработанной поверхности заготовки, то допуск на этот размер принимается ниже экономической точности обработки:
Т =Тзаг +Тобр ,
2
где Тзаг – допуск размера заготовки;
Тобр – допуск, соответствующий экономической точности метода обработки.


Дата добавления: 2015-02-09; просмотров: 1209; Мы поможем в написании вашей работы!; Нарушение авторских прав |