КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Постановка шпилек
При постановке шпилек необходимо выполнять следующие основные требования:
1) шпилька должна иметь достаточную прочность резьбовой посадки в корпусе, чтобы при свинчивании гайки она не вывинчивалась;
2) ось шпильки должна быть перпендикулярна (с определенными допустимыми отклонениями) плоской поверхности детали, в которую вворачивается шпилька.
Неподвижность шпильки, ввинченной в корпус, достигается натягом, создаваемым одним из способов:
1) коническим сбегом внутренней резьбы;
2) упорным буртом шпильки;
3) тугой резьбой с натягом по среднему диаметру;
4) неравномерностью шага резьбы шпильки;
5) комбинация этих способов;
6) применение клея;
7) создание гладкорезьбовых соединений.
Шпильки ввертывают ручным или механизированным инструментом с головкой в виде гайки, навинчиваемой на свободный конец шпильки, и тем или иным способом стопорящейся на ней.
Процесс постановки шпилек состоит из следующих переходов:
1) установка базовой детали на приспособление или подставку;
2) предварительное ввинчивание шпильки на одну - две нитки вручную;
3) ввинчивание шпильки ручным или механизированным инструментом (шпиль-ковертом) или с помощью специальной установки.
Ввинчивание шпилек в гладкие отверстия корпуса из алюминиевых и магниевых сплавов (создание гладкорезьбовых соединений) производится на радиально-сверлильных станках с использованием спецпатронов или на станках с ЧПУ.
Постановка болтов и гаек
Операция сборки резьбовых соединений с болтами и гайками включает следующие переходы:
1) предварительное соединение деталей узла с постановкой болтов или гаек;
2) установка подсобранного узла в приспособлении;
3) навинчивание болтов или гаек;
4) снятие собранного узла.
Процесс навинчивания болтов или гаек условно можно представить состоящим из трех переходов: наживление, свободное навинчивание и затяжка с заданным моментом.
При большом числе болтов или гаек рекомендуется завертывать их по методу спирали (рис. 8.11).
Причем затягивать болты и гайки необходимо постепенно, т.е. сначала затянуть все болты и гайки на 1/3 момента, затем на 2/3 и, наконец, на полную затяжку.
Если в сопряжении имеется упругая прокладка, через 24 или 48 ч после сборки еще раз следует подтянуть болты или гайки. Максимальный момент, создаваемый при затяжке, не должен быть более
Мзат max ≈ 0,1× dср3 × σв, (3)
где ов – предел прочности материала болта или шпильки;
d – средний диаметр резьбы.
Для предотвращения самоотвинчивания болтов и гаек, при действии динамических нагрузок, производят стопорение.
Существуют следующие методы стопорения:
1) стопорение контргайкой;
2) стопорение винтом;
3) стопорение специальными гайками;
4) стопорение шплинтом;
5) стопорение пружинными шайбами;
6) стопорение деформируемой шайбой с наружными выступами;
7) стопорение проволокой;
8) стопорение накерниванием.
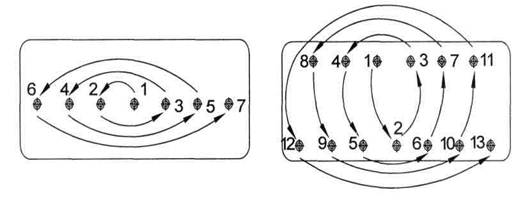
Рисунок 10 – Схема завинчивания болтов и гаек
Дата добавления: 2015-04-11; просмотров: 405; Мы поможем в написании вашей работы!; Нарушение авторских прав |