КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Футеровка дуговой сталеплавильной печи ДСП-6
Настоящая технологическая инструкция определяет порядок технологических операций процесса выполнения основной футеровки дуговой сталеплавильной печи ДСП-6. Инструкция служит руководящим материалом для разработки технологического процесса в соответствии с требованиями ЕСТД. Перечень ссылочных документов приведен в приложении 1.
Для кладки теплоизоляционного слоя футеровки электроплавильных печей применяют прямой шамотный кирпич по ГОСТ 8691-73.
Для засыпки промежутков между кирпичами при кладке печей, для заправки печей применяют формовочные пески по ГОСТ 2138-84, которые должны удовлетворять следующим требованиям: содержание глинистой составляющей менее 2%; кл. IK, 2К; остаток на среднем сите основной фракции не ниже 0,16; газопроницаемость более 100 ед.
Для засыпки швов при кладке из шамотного кирпича и приготовления мертелей применяют шамотный порошок, поставляемый по ТУ 14-8-90-74. Требования: огнеупорность 1580-1750°С, содержание Al2O3 18-39%, влажность 4-12%.
Для приготовления мертелей и в качестве добавки в огнеупорные массы для набивной футеровки применяют огнеупорную глину, характеризуемую по ГОСТ 3594.0-77 – 3594.12-77.
Для кладки подин, откосов и стен основных дуговых электропечей применяют магнезитовый кирпич (ГОСТ 4689-74) с содержанием: ≥ 89-91% MgO, 3-4% СаО, ≤ 2,5% SiO2 ; открытой пористостью 11-23; пределом прочности на сжатие 50-60 МПа, температурой начала деформации под нагрузкой не ниже 1500-1550°С, дополнительной линейной усадкой при 1650°С с выдержкой 2 ч не более 0,5-0,6%, кажущейся плотностью 2,7 г/см3 для обычных изделий и 3 г/см3 для уплотненных. Прямой магнезитовый кирпич имеет размеры от 230х115х65 мм до 380х150х75 мм, массу от 4,6 кг до 12,8 кг. Используется также клиновые торцовые, ребровые и радиальные кирпичи.
Для сводов основных электросталеплавильных печей применяют хромомагнезитовый кирпич ХМ2-I и ХМ2 по ГОСТ 5381-72, с содержанием: ≥ 40-46% MgO, 18-22% Cr2O3; ≤ 6-7% SiO2; открытой пористостью, не более — 22-24%, температурой начала деформации, не менее — 1520°С, термостойкостью, не менее — 2 теплосмен, пределом прочности при сжатии, не менее — 20-27,5 МПа, кажущейся плотностью, не менее — 2,95 г/см3. Прямой магнезитовый кирпич имеет размеры 230х115х65 мм и 300х150х65 мм, массу от 4,8 до 8,2 кг. Используются также клиновые и переходные кирпичи.
Для наварки, ремонта и заправки подин и откосов применяют спеченные магнезитовые порошки (ТУ 14-8-209-76), получаемые путем высокотемпературного обжига природного магнезита или каустической магнезитовой пыли марок ПМЭ-88, ПМЭК-87, ПМИЭК-88, с содержанием MgO ≥87-88%, СаО ≤ 4-6% SiO2 ≤ 4%, зерна должны быть величиной ≤ 4 мм.
В качестве теплоизоляционного слоя, располагаемого непосредственно у кожуха печи, применяют листовой асбест (ГОСТ 2850-95), изготавливаемый из кризолитового асбеста по ГОСТ 12871-83, марки КАОН-1.
В качестве связующего для набивных масс применяют жидкое стекло по ГОСТ 13078-81. Для огнеупорных масс применяют содовое жидкое стекло с модулем 2,8-2,9; плотностью 1,47-1,52 г/см3.
Для кладки сводов и арок применяют динасовые изделия ДСТУ 2343-94 (ГОСТ 1566-96) марки ЭД1 с массовой долей: ≥ 95% SiO2, ≤ 2% СаО, ≤ 1,5 Al2O3 , огнеупорностью не ниже 1710°С, температурой начала деформации под нагрузкой не ниже 1650°С, плотностью 2,3 г/см3; пористостью открытой ≤ 22%; пределом прочности на сжатие ≥ 25 МПа.
Основными элементами футеровки ДСП являются: подина, стены и свод.
Таблица 2. Основные размеры футеровки кожуха печи
| Параметр | Значение |
| Вместимость печи, т | 6,0 |
| Внутренний диаметр кожуха, Дк, мм | |
| Диаметр плавильного пространства на уровне пят свода (Дпл), мм | |
| Диаметр плавильного пространства на уровне порога, (dn), мм | |
| Диаметр ванны на уровне шлака (dшл), мм | |
| Диаметр ванны на уровне металла (dм), мм | |
| Диаметр распада электродов (dр), мм | |
| Высота кожуха (Н), мм | |
| Высота стен от уровня откосов до пят свода (hст), мм | |
| Толщина стен на уровне пят свода (в), мм |
Назначение подины: сформировать ванну соответствующей формы для жидкого металла и шлака и обеспечить тепловую изоляцию металла. Внешний вид подины представлен на рис. 5.
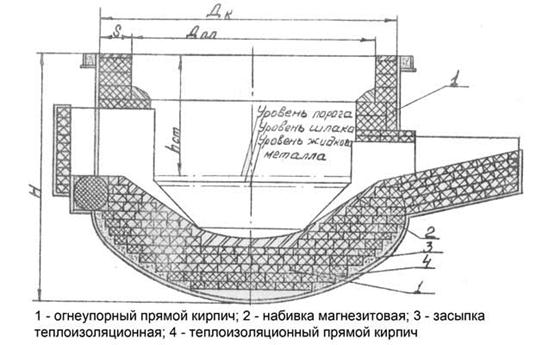
Рис. 5: Конструкция футеровки кожуха и форма внутреннего объёма печи
Подина состоит из двух основных слоев: верхнего, набивного слоя, и нижнего, кирпичной кладки.
Для тепловой изоляции днеще кожуха ДСП покрывают одним или двумя листами асбестового картона, насыпают выравнивающий слой теплоизоляцтонной засыпки, на который укладывают один-два ряда шамотного кирпича на плашку.
На теплоизоляционную часть футеровки укладывают кирпичное основание подины, которое состоит из нескольких слоев магнезитовых кирпичей, уложенных на ребро с заполнением зазоров магнезитовым песком.
НА кирпичное основание подины укладывают рабочий слой в виде набивки из магнезитового порошка и огнеупорной глины.
Масса футеровки подины приблизительно численно равна емкости печи. Удельный расход заправочных материалов составляет 20-30 кг/т.
Назначение стен – сформировать свободное пространстве ДС для размещения загружаемой шихты и обеспечения соответствующей схемы теплообмена. Основные требования к футеровке: высокие огнеупорность и термическая стойкость, малое тепловое сопротивление, основную футеровку стен выполняют магнезитохромистыми кирпичами.
Свод имеет такое же значение, как и стены, но работает в более тяжелых условиях: более высокие тепловые нагрузки от дуг и зеркалыванны, резкие колебания температуры внутренней поверхности при открывании печи для загрузки шихты.

Рис. 6. Футеровка свода ДСП-6
Для сводов ДС при основной футеровке применяют динасовый кирпич (рис. 6). Свод набирают вне печи на шаблоне, имеющем выпуклость соответственно кривизне поверхности свода. Свод имеет один слой кладки, без тепловой изоляции. Толщина футеровки свода соответствует длине стандартного кирпича и составляет 230 или 300 мм.
Немедленно после выпуска плавки приступают к очистке подины и откосов от остатков металла и шлака металлическими скребками. С особой тщательностью очищаются обнаруженные на подине и откосах ямки и неровности. Допускается удаление металла и шлака из глубоких ямок производить выдуванием их кислородом или сжатым воздухом.
В случаеобразования глубоких ямок на подине на оставшейся в ямке металл забрасывают 2-4 лопаты сухого магнезитового порошка, металлическими скребками перемешивают его с металлом и удаляют из печи. Эту операцию следует проводить быстро, пока не застыл металл.
После очистки печь заправить магнезитовым порошком. Заправку подины производить форсированно при высокой температуре футеровки печи. При углубленной подине исправление ее производят в течении нескольких плавок путем подсыпки сухого магнезитового порошка. Толщина магнезитового слоя пои одной наваркедолжна быть не более 50 мм.
Откосы заправляют огнеупорной массой, приготовленной из магнезитового порошка на жидком стекле. Соотношение магнезитового порошка и жидкого отекла должно быть 5:1по общему.
При заросшей подине и откосах, на них дают перед завалкой мелкую железную руду или окалину и после запуска плавки размягченный слой удаляют металлическими скребками.
После заправки печи необходимо тщательно осмотретьстены,свод и в случае необходимости, произвести ремонт их до или после завалки шихты. Футеровка печи не должна иметь обрушений или угрозы обрушений в ходе плавки на отдельных участках стен, выпучиваний или осадки отдельных частей свода, покраснений его в износившихся местах, грозящих обвалом.
Перец включением печи все механизмы иэлектрооборудование должны быть в исправном состоянии, водоохлаждаемая арматура не должна иметь подтекания воды, длина электродов должна быгь достаточной для проведения всей плавки. Печь должна быть максимально уплотнена во избежание подсоса воздуха и выбивания пламени из под экономайзеров, также между кожухом печи и сводом.
Механизм наклона и выката печи, подъема и поворота свода, перемещения электродов, система газоочистки, электрооборудование и автоматика должны удовлетворять техническим требованиям по эксплуатации, требованиям безопасности, обеспечивать проведение плавки в заданном режиме.
Одновременно с заправкой печи, тщательно очистить выпускное отверстие и желоб от шлака и остатков металла (скрепа). При необходимости отверстие расчистить пневматическим молотом до требуемых размеров. Если после очистки от шлака и скрапа желоб имеет ровную и гладкую поверхность без отколов кирпича, размывовшвов и т.п., то под следующую плавку он идёт без подмазки.
При наличии отколов кирпича, размытых швов дефектные места подмазывает массой состоящей из: 80% молотого шамота, 10%огнеупорной глины замешанных на 2%жидкого стекла до тестообразного состояния. Перед подмазкой футеровку слегка смачивают водой и дефектныеместа покрывают массой, которую затирают ток, чтобы она плотно заполнила дефектные места футеровки жёлоба.
После подсушки на воздухе, желоб прокаливают газом в течение 2-х часов.
Дата добавления: 2015-04-16; просмотров: 789; Мы поможем в написании вашей работы!; Нарушение авторских прав |