КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
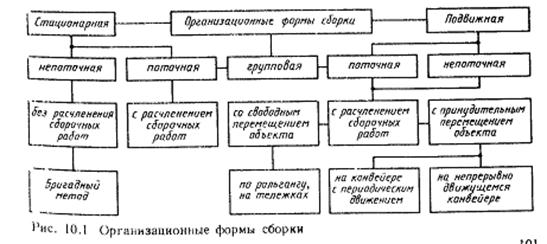
Организационно-технические формы сборки
Основными организационными формами сборки являются стационарная и подвижная. При стационарной сборке изделия полностью собирают на одном сборочном посту. Все детали и сборочные единицы, требуемые для сборки изделия, поступают на этот пост. При подвижной сборке собираемое изделие последовательно перемещается по всем сборочным постам, на каждом из которых выполняют определенную операцию. Каждый пост оборудуют приспособлениями и инструментами, предназначенными для выполнения данной операции. Детали и сборочные узлы для сборки поступают на соответствующие посты.
Стационарная сборка может быть осуществлена двумя методами: 1) без расчленения сборочных работ (принцип концентрации ) и 2) с расчленением (принцип дифференциации).
По принципу концентрации сборку изделия от начала до конца практически должен выполнять один человек или бригада. Цикл сборки при значительной трудоемкости сборочного процесса чрезвычайно продолжителен и при большой программе выпуска изделий требует больших сборочных площадей, значительного количества инструмента, оборудования и др. Используя принцип дифференциации (бригадный метод), сборочный процесс расчленяют на части, и за каждым рабочим бригады закрепляют определенную сборочную единицу изделия. Члены бригады специализируются на выполнении определенных сборочных работ. Однако по конструктивным условиям в большинстве случаев вести сборку всех сборочных единиц одновременно невозможно. В связи с этим при таком методе сборки большое значение имеет правильное планирование начала и конца сборочных работ с учетом трудоемкости и последовательности установки сборочных единиц на машину.
При подвижной сборке рабочие, выполняющие отдельные операции, распределены по рабочим местам - постам, к которым подают соответствующие детали и сборочные единицы, объект же производства последовательно перемещается от одного поста к другому. Это перемещение может быть свободным, когда объект сборки располагается, например, на тележках, перемещаемых самими исполнителями, и принудительным, когда объекты сборки перемещают механическими транспортными устройствами непрерывного или прерывного действия (конвейер).
Преимущества подвижной сборки состоят в том, что расчлененный сборочный процесс не требует высококвалифицированных исполнителей, так как закрепление за исполнителем одной или небольшого числа операций дает ему возможность приобрести в короткий срок необходимые навыки.
При расчлененном процессе сборки каждую операцию оснащают соответствующими приспособлениями и инструментом; в связи с этим время на сборку изделия меньше, чем при нерасчлененном. Расчлененный процесс при заданной программе выпуска изделий требует меньших производственных площадей благодаря сокращению цикла сборки. Количество одновременно собираемых изделий при этом значительно меньше, чем при нерасчлененном процессе.
Процесс сборки может быть расчленен в условиях крупносерийного и массового производства таким образом, что каждую операцию будет выполнять только один исполнитель. В этом случае объект (сборочные единицы или изделие) должен в процессе производства последовательно переходить от одного рабочего места к другому, по потоку. Переход на поточный метод производства позволяет увеличить объем выпуска продукции, снизить себестоимость изделия, сократить производственный цикл, уменьшить незавершенное производство, увеличить производительность труда, облегчить и улучшить условия труда, учет и планирование производства, укрепить трудовую дисциплину.
Для большинства изделий машиностроения наиболее совершенной по технико-экономическим показателям является поточная сборка при расчлененном процессе с принудительным движением объекта и принудительно регулируемым тактом. Точный принудительный такт сборки на конвейере является планирующим началом для организации всей работы не только сборочного, но и всех других цехов предприятия, обеспечивающих «питание» конвейера. Внедрение конвейера требует широкого применения механизации, в связи с чем создаются предпосылки для автоматизации производственных процессов.
 Необходимость передачи собираемых сборочных единиц с одного рабочего места на другое заставляет иногда выполнять приспособления для сборки такими, чтобы их легко можно было перемещать вместе со сборочными единицами в процессе сборки. Такие приспособления называются спутниками.
Необходимость передачи собираемых сборочных единиц с одного рабочего места на другое заставляет иногда выполнять приспособления для сборки такими, чтобы их легко можно было перемещать вместе со сборочными единицами в процессе сборки. Такие приспособления называются спутниками.
Дата добавления: 2015-04-16; просмотров: 321; Мы поможем в написании вашей работы!; Нарушение авторских прав |