КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ВЫБОР ЗАГОТОВКИ, ЕЕ ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
В машиностроении основными видами заготовок являются стальные, чугунные отливки, отливки из цветных металлов и сплавов, штамповки и всевозможные профили проката.
Метод выполнения заготовок для деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями и экономичностью изготовления.
Для изготовления детали «Болт» применяю два метода получения заготовки: из проката и методом горячей объемной штамповки.
Для выбора рационального метода получения заготовки производим экономи-
ческое сравнение их себестоимости.
| Размер поверхности по чертежу, мм | Параметр шероховатости, мкм | Квалитет точности | Методы обработки |
| Æ 34,6 | Ra 12,5 | Заготовка прокат. Токарная черновая |
Определяем припуски на обработку наружной поверхности 2Z
2Z= Z черн. (10)
2Z= 4,0 мм [1, табл. 3.13, стр. 41]
Определяем расчетный диаметр заготовки
Dз.п.= Dдет.+ 2Z (11)
Dз.п. = 34,6+ 4,0 = 38,6 мм
По расчетным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590-88
+0,4
Æ 39 [1, табл. 3.14, стр. 43]
-0,75
Выбираем припуски на подрезку торцевых поверхностей Zподр.
Zподр.= 0,7 мм [1, табл. 3.12, стр. 40]
Определяем общую длину заготовки
Lз.п.= Lд+ 2 Zподр. (12)
Lз.п.= 81,5+ 2*0,7= 82,9 мм ~ 83 мм
Определяем объем заготовки с учетом плюсовых допусков
Vз.п.= p D2з.п. * Lз.п, (13)
4
где p – 3,14;
Dз.п. – диаметр заготовки прокат с плюсовым допуском, см;
Lз.п. – длина заготовки с плюсовым допуском, см
Vз.п.= 3,14*3,942* 8,3 =101,14 см3
4
Определяем массу заготовки
mз.п. = r* Vз.п, (14)
где r - плотность материала, кг/см3 (для стали 0,00785 кг/см3);
Vз.п. – объем заготовки, см3
mз.п. = 0,00785* 101,14=0 ,79 кг
Ки.м.= mд , (15)
mз.п.
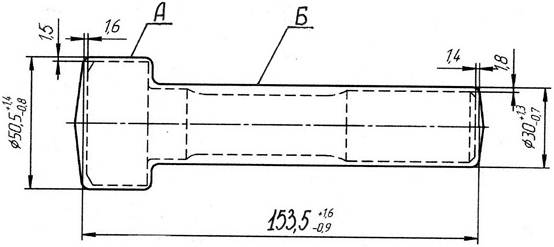 Рис.1. Эскиз заготовки-штамповки
Определяем основные припуски на размеры: [7, стр. 12]
Диаметр 34,6 мм, параметр шероховатости 12,5 мкм, припуск 1,1 мм.
Диаметр 20 мм, параметр шероховатости 3,2 мкм, припуск 1,4 мм.
Длина 70 мм, параметр шероховатости 12,5 мкм, припуск 1,2 мм.
Длина 10,5 мм, параметр шероховатости 12,5 мкм, припуск 1,1 мм.
Определяем размеры поковки:
Диаметр 34,6+ 1,1* 2= 36,8 мм – принимаем 37 мм.
Диаметр 20+ 2* 1,4= 22,8 мм – принимаем 23 мм.
Длина 70+ 1* 1,2= 71,2 мм – принимаем 71,5 мм.
Длина 10,5+ 2,2= 12,7 мм – принимаем 13 мм.
Определяем допускаемые отклонения размеров: [7, табл. 18, стр. 17]
+0,9
Диаметр Æ37
-0,5
+0,9
Диаметр Æ23
-0,5
+1,1
Длина 71,5
-0,5
+0,9
Длина 13
-0,5
Условно разбиваем фигуру заготовки на простые элементы, проставляем на них размеры с учетом плюсовых допусков [1, стр. 45]
Рис.1. Эскиз заготовки-штамповки
Определяем основные припуски на размеры: [7, стр. 12]
Диаметр 34,6 мм, параметр шероховатости 12,5 мкм, припуск 1,1 мм.
Диаметр 20 мм, параметр шероховатости 3,2 мкм, припуск 1,4 мм.
Длина 70 мм, параметр шероховатости 12,5 мкм, припуск 1,2 мм.
Длина 10,5 мм, параметр шероховатости 12,5 мкм, припуск 1,1 мм.
Определяем размеры поковки:
Диаметр 34,6+ 1,1* 2= 36,8 мм – принимаем 37 мм.
Диаметр 20+ 2* 1,4= 22,8 мм – принимаем 23 мм.
Длина 70+ 1* 1,2= 71,2 мм – принимаем 71,5 мм.
Длина 10,5+ 2,2= 12,7 мм – принимаем 13 мм.
Определяем допускаемые отклонения размеров: [7, табл. 18, стр. 17]
+0,9
Диаметр Æ37
-0,5
+0,9
Диаметр Æ23
-0,5
+1,1
Длина 71,5
-0,5
+0,9
Длина 13
-0,5
Условно разбиваем фигуру заготовки на простые элементы, проставляем на них размеры с учетом плюсовых допусков [1, стр. 45]
 13,9+1,3 72,6
Рис. 2. Элементы заготовки-штамповки.
Определяем объем отдельных элементов заготовки V1 и V2
V= pD2* L, (20)
4
где D – диаметр поверхности заготовки, см;
V1= 3,14* 2,39* 7,26= 32,5 см3
4
V2= 3,14* 3,792* 1,39= 15,6 см3
4
Определяем общий объем
Vобщ.= V1+ V2 (21)
Vобщ.= 32,5+ 15,6= 48,1 см3
Определяем массу штампованной заготовки
mз.ш.= r* Vшт, (22)
где r - плотность материала, кг/см3 (для стали 0,00785 кг/см3);
Vшт. – объем фигуры заготовки, см3
mз.ш.= 0,00785* 48,1= 0,377 кг
Определяем коэффициент использования материала на штампованную
заготовку
Ки.м.= mд = 0,244 = 0,647 (23)
mз.ш. 0,377
Определяем стоимость штампованной заготовки
Сз.ш.= См* mз.ш.- (mз.ш.- mд)* Сотх, (24)
1000
где См – стоимость 1 т отходов материала
Сз.ш.= 0,430* 0,377- (0,377- 0,244)* 28,10*230= 36,57 руб.
1000
13,9+1,3 72,6
Рис. 2. Элементы заготовки-штамповки.
Определяем объем отдельных элементов заготовки V1 и V2
V= pD2* L, (20)
4
где D – диаметр поверхности заготовки, см;
V1= 3,14* 2,39* 7,26= 32,5 см3
4
V2= 3,14* 3,792* 1,39= 15,6 см3
4
Определяем общий объем
Vобщ.= V1+ V2 (21)
Vобщ.= 32,5+ 15,6= 48,1 см3
Определяем массу штампованной заготовки
mз.ш.= r* Vшт, (22)
где r - плотность материала, кг/см3 (для стали 0,00785 кг/см3);
Vшт. – объем фигуры заготовки, см3
mз.ш.= 0,00785* 48,1= 0,377 кг
Определяем коэффициент использования материала на штампованную
заготовку
Ки.м.= mд = 0,244 = 0,647 (23)
mз.ш. 0,377
Определяем стоимость штампованной заготовки
Сз.ш.= См* mз.ш.- (mз.ш.- mд)* Сотх, (24)
1000
где См – стоимость 1 т отходов материала
Сз.ш.= 0,430* 0,377- (0,377- 0,244)* 28,10*230= 36,57 руб.
1000
| Показатели | Вид заготовки | |
| Штамповка | Прокат | |
| 1 Масса детали, кг | 0,244 | |
| 2 Масса заготовки, кг | 0,377 | 0,244 |
| 3 Коэффициент использования материала | 0,64 | 0,31 |
| 4 Стоимость заготовки, руб. | 36,57 | |
| 5 Экономический эффект от материала, кг | ||
| 6 Экономический эффект от стоимости, руб. | ||
| 7 Наиболее выгодный способ получения заготовки | Штамповка |
Дата добавления: 2015-04-16; просмотров: 295; Мы поможем в написании вашей работы!; Нарушение авторских прав |