КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ ДОКУМЕНТОВ
В зависимости от типа и характера производства, стадии разработки технологической документации (далее - документации), степени детализации описания и применяемых методов сборки, выбор документов соответствующих видов устанавливает разработчик документов по табл. 23.
Таблица 23




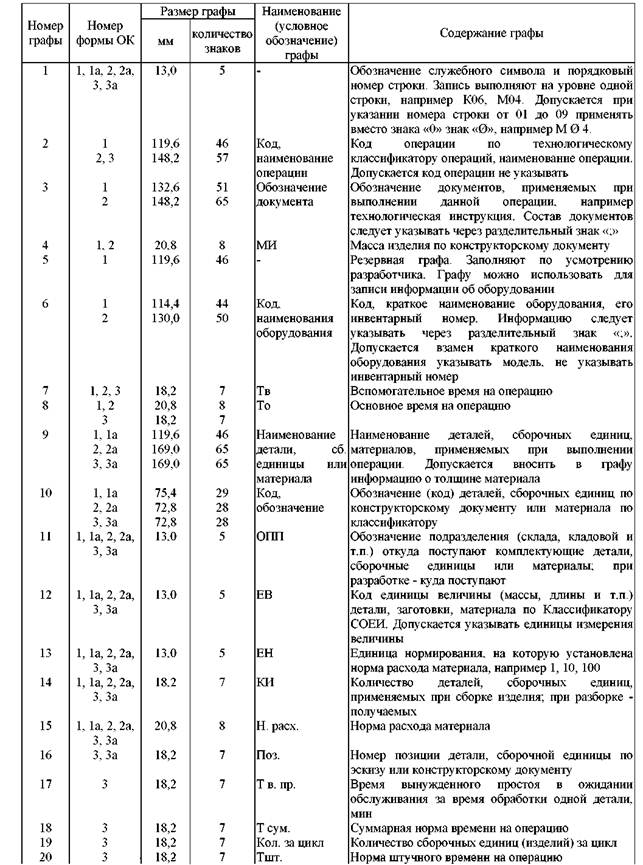
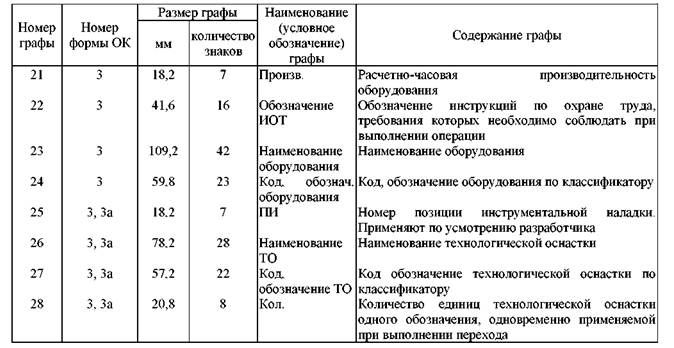
Требования к построению и заполнению операционных карт (ОК), (формы 1 и 1а, 2 и 2а, 3 и 3а), - по табл. 24.
Таблица 24
ОК (первый или заглавный лист)
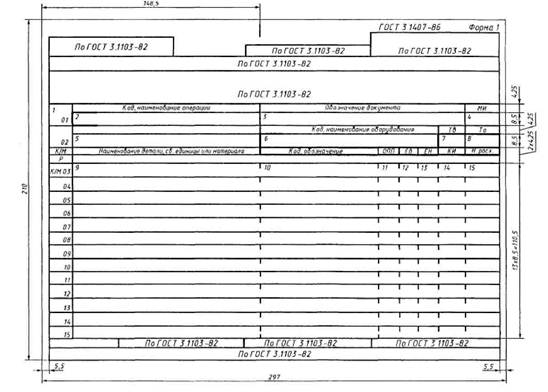
Рис. 34 Операционная карта (Форма 1)
ОК (последующие листы)

Рис. 35 Операционная карта (Форма 1 а)
ОК (первый или заглавный лист) ОК (последующие листы)

Рис. 36 Операционная карта (Форма 2 и 2а)
ОК (первый или заглавный лист)

Рис. 37 Операционная карта (Форма 3)
ОК (последующие листы)

Рис. 38 Операционная карта (Форма 3а)
При описании технологического процесса сварки и пайки, независимо от типа и характера производства, документы на основные операции должны предусматривать операционное описание с обязательным указанием технологических режимов.
Выбор соответствующего блока режимов и простановку параметров режимов осуществляет разработчик документов.
Типовые блоки режимов могут быть внесены в бланки документов после строки со служебным символом К/М с привязкой к служебному символу Р. В этом случае формы документов будут иметь специальное назначение и распространяться только на сварку или пайку конкретных видов (способов).
Параметры технологических режимов, в зависимости от вида (способа) сварки и пайки, следует указывать в последовательности, предусмотренной в типовых блоках режимов.
Типовые блоки технологических режимов сварки и пайки
Таблица 25
| Номер графы | Условное обозначение графы при | Номер блока режимов сварки | Содержание графы | |
| Ручном способе заполнения | автоматизированном проектировании | |||
| ПС | ПС | РС1, РС3 | Обозначение положения сварки по ГОСТ 11969-93 | |
| НП | НП | РС1, РС3 | Номер прохода для многослойных сварных швов | |
| DC | DC | РС1 | Диаметр сопла для сварки в защитных газах со струйной защитой | |
| lc | LC | РС1 | Расстояние от торца сопла до поверхности свариваемых деталей для дуговой сварки в защитных газах со струйной защитой | |
| lэ | LЭ | РС1 | Вылет электрода (расстояние от точки токоподвода до конца электрода, на котором горит дуга) | |
| Пл | ПЛ | РС1 | Обозначение полярности (П -прямая, О - обратная) | |
| U | U | РС1 РС2 РС4, PC5 | Напряжение при электрошлаковой сварке. Напряжение дуги при остальных способах сварки Ускоряющее напряжение Вторичное напряжение холостого хода или ступень регулирования контактной машины. Зарядное напряжение при сварке на конденсаторной машине | |
| I | I | РС1, PC2 | Сила сварочного тока (при сварке трехфазной дугой - в цепи электрод -изделие) | |
| vc | VC | РС1, PC2, РС4, РС8 | Скорость сварки | |
| vп | VП | РС1, PC2 | Скорость подачи присадочного металла | |
| qo3 | QO3 | РС1, PC8 | Расход защитного (плазмообразующего) газа для основной защиты в единицу времени | |
| qдз | QДЗ | РС1, PC8 | Расход защитного (плазмообразующего) газа для дополнительной защиты в единицу времени | |
| qк | QK | РС1 | Расход защитного газа для защиты корня шва в единицу времени | |
| Ти | ТИ | РС1, PC2, PC8 | Длительность импульса сварочного тока | |
| Тп | ТП | РС1, PC4, PC8 | Длительность паузы между импульсами сварочного тока | |
| - | - | РС1-PC8 | Резервная графа для указания дополнительной информации по режимам сварки. Заполняется по усмотрению разработчика | |
| lп | LП | PC2 | Расстояние от среза электронной пушки до поверхности свариваемых деталей | |
| Iф | IФ | PC2 | Сила тока фокусирующей катушки | |
| f | Ч | PC2 | Частота импульсов | |
| НМ | HM | PC3 | Номер мундштука | |
| Рк | PK | PC3 | Давление кислорода | |
| Рг | РГ | PC3 | Давление горючего газа | |
| Fпр | FПР | PC4, PC7 | Предварительное усилие сжатия | |
| Тпр | ТПР | PC4 | Длительность приложения предварительного усилия сжатия | |
| I1 | I1 | PC4, PC5 | Сила тока первого импульса (подогрева) | |
| F1 | F1 | PC4, PC5 PC6 | Сварочное усилие сжатия при первом импульсе (подогреве) Усилие сжатия в стадии нагрева заготовок | |
| T1 | T1 | PC4, PC5 PC6 | Длительность первого импульса (подогрева) Длительность нагрева заготовок | |
| I2 | I2 | PC4, PC5 | Сила тока второго импульса (сварки) | |
| F2 | F2 | PC4, PC5 PC6 PC7 | Сварочное усилие сжатия при втором импульсе тока Усилие сжатия в стадии осадки Рабочее усилие сжатия | |
| T2 | T2 | PC4, PC5 PC6 PC7 | Длительность второго импульса Длительность осадки Длительность приложения рабочего усилия сжатия | |
| Fк | FK | PC4, PC5 | Ковочное усилие сжатия | |
| Тк | TK | PC4, PC5 | Длительность приложения ковочного усилия | |
| E | E | PC4 | Электрическая емкость конденсаторов (для конденсаторной сварки) | |
| lус | LУС | PC5, PC6 | Установочная длина заготовки. Если установочные длины для двух заготовок различны, то следует записывать через запятую оба их значения с указанием в скобках номера позиции по конструкторскому документу или эскизу | |
| Пр | ПР | PC5, PC6 | Общий припуск | |
| Пр1 | ПР1 | РС5 РС6 | Припуск на оплавление Припуск на осадку при нагреве заготовок | |
| Fзаж | FЗАЖ | РС5 | Усилие зажатия стыковой машины | |
| vo | VO | PC5 | Скорость оплавления | |
| n | ЧВ | РС6 | Частота или угловая скорость относительного вращения заготовок | |
| Рв | РВ | РС7 | Давление в камере после вакуумирования | |
| Т-ра | Т-РА | РС7 | Температура сварки | |
| vн | VH | РС7 | Скорость нагрева | |
| vox | VOX | РС7 | Скорость охлаждения | |
| N | N | PC8 | Мощность излучения | |
| Расходам. | РАСХОДИМ. | PC8 | Расходимость луча | |
| Dл | DЛ | PC8 | Диаметр луча | |
| lф | LФ | PC8 | Фокусное расстояние | |
| lз | LЗ | PC8 | Заглубление фокуса относительно поверхности свариваемого изделия |
Дата добавления: 2014-10-31; просмотров: 431; Мы поможем в написании вашей работы!; Нарушение авторских прав |