КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Области применения и устройство.
Для повышения качества металла, полученного в других установках (например, в ДСП), его переплавляют при низком давлении в
вакуумных дуговых печах (ВДП), в результате чего в металле уменьшается содержание вредных примесей и растворенных газов. ВДП применяют в основном для выплавки слитков высокореакционных металлов (титана, ниобия, вольфрама, циркония, тантала, молибдена), а также для переплава специальных высококачественных сталей, в результате чего они не только очищаются, но и приобретают более плотную структуру. Рабочее давление в камере печи может составлять 1,0–0,001 Па в зависимости от требований к получаемому металлу. С помощью современных ВДП получают слитки массой от нескольких сотен килограммов до 50–60 т.
В качестве материалов электродов в ВДП используются различные продукты металлургического передела. Так, при плавке титана круглые электроды изготовляют прессованием титановой губки. При переплавке вольфрама, молибдена и ниобия электроды изготовляют из штабиков путем стыковой сварки и сборки электродов-пакетов. При переплавке сталей в качестве электродов применяют прокат или специальные штанги, полученные методом непрерывной разливки или ковки. В некоторых установках применяют нерасходуемые электроды, а переплавляемый металл кусками подается в кристаллизатор.
Каждый из этих способов, в свою очередь, может быть осуществлен по двум схемам: плавка в глухой кристаллизатор (рис. 2.78, а) и плавка с вытягиванием слитка (рис. 2.78, б).
Основной частью печи является рабочая камера, к которой присоединена вакуумная система. Электрод 1 подвешен к подвижному штоку. Шток проходит через вакуумное уплотнение, расположенное в
 верхней части камеры. К нижней части рабочей камеры присоединяется водоохлаждаемый кристаллизатор 7 с рубашкой водяного охлаждения. К электроду подается отрицательный, а к кристаллизатору положительный полюс источника питания. В печи, работающей по схеме с вытягиваемым слитком (рис. 2.78, б), имеется проходящий через вакуумное уплотнение 3 шток 4 для вытягивания слитка. Металл наплавляется на поддон 5 и по мере роста слитка 6 опускается вниз.
верхней части камеры. К нижней части рабочей камеры присоединяется водоохлаждаемый кристаллизатор 7 с рубашкой водяного охлаждения. К электроду подается отрицательный, а к кристаллизатору положительный полюс источника питания. В печи, работающей по схеме с вытягиваемым слитком (рис. 2.78, б), имеется проходящий через вакуумное уплотнение 3 шток 4 для вытягивания слитка. Металл наплавляется на поддон 5 и по мере роста слитка 6 опускается вниз.
| Рис. 2.78. Схема ВДП с глухим кристализатором (а) и с вытягиванием слитка (б): 1 – электрод; 2 – холодильник; 3 – вакуумное уплотнение штока; 4 – тянущий шток; 5 – поддон; 6 – слиток; 7 – кристаллизатор; 8 – соленоид | Процесс вакуумной плавки начинается с создания вакуума в рабочей камере печи и опускания электрода до крайнего нижнего положения. После короткого замыкания или пробоя межэлектродного промежутка |
возникает дуга. Под действием выделяющейся теплоты электрод расплавляется и металл небольшими каплями перетекает на слиток.
Объем кристаллизатора и размеры электрода, как правило, согласованы. В конце плавки весь электрод переходит в расплав, а испаряющиеся примеси и газы откачиваются вакуумной системой. Такая печь называется печью с расходуемым электродом.
В практике широко применяются ВДП с расходуемыми электродами, поскольку при работе с нерасходуемыми есть опасность загрязнения переплавляемого металла материалом электрода.
Основные элементы печи.
К основным элементам печи относятся: рабочая камера, шток-электрододержатель, расходуемые электроды, кристаллизатор, поддон, соленоид.
Рабочая камера представляет собой водоохлаждаемую сварную
конструкцию цилиндрической формы. В верхней части рабочей камеры установлены подсветы и смотровые окна, позволяющие наблюдать за горением дуги и наплавлением слитка. Для дистанционного наблюдения за ходом процесса к гляделкам пристраиваются специальные перископы, проектирующие изображение рабочей зоны на экран. К нижнему фланцу камеры прикреплен кристаллизатор.
Шток – электрододержатель служит для закрепления и перемещения расходуемого электрода и подвода к нему тока. Он состоит из нескольких коаксиально расположенных труб, причем медная наружная труба является токоведущей. Внутренние стальные трубы обеспечивают механическую прочность конструкции штока. Между трубами имеются полости для прохода охлаждающей воды.
Расходуемые электроды могут быть прикреплены к штоку различными способами. Они могут быть приварены к огарку, который крепят к хвостовику штока с помощью резьбы, могут удерживаться с помощью специального клиновидного или цангового зажима. Перемещение штока и расходуемого электрода обеспечивается электрическим или гидравлическим приводом.
Кристаллизатор состоит из внутренней гильзы и наружного стального немагнитного кожуха. Между ними имеется полость для охлаждающей воды. Гильзу изготовляют из материала с хорошей теплопроводностью, несмачивающегося жидким металлом.
Поддон закрывает низ кристаллизатора, входит внутрь или примыкает к торцу его гильзы. Основа поддона – массивный медный диск, снабженный стальной рубашкой водяного охлаждения. Для предотвращения возможного прожога медного диска электрической дугой в начале плавки на него укладывают темплет из переплавляемого металла толщиной 50–100 мм.
Соленоид устанавливают на боковой поверхности кристаллизатора. Он создает аксиальное с ним магнитное поле. Взаимодействие поля соленоида с током дуги и током, растекающимся в ванне расплавленного металла, приводит к повышению напряжения на дуге (для стали с 19–20,5 до 24–25 В), предотвращает переброски дуги на стенку кристаллизатора, стабилизирует дугу. При этом возникает вращение жидкого металла в ванне, что улучшает структуру переплавляемого металла. Питание соленоида производится от полупроводниковых выпрямителей, позволяющих при необходимости производить резкое увеличение и реверсирование тока намагничивания.
Для литья в вакууме существуют специальные вакуумные дуговые печи, которые подразделяют на две группы: печи с разливкой при горящей дуге и печи с разливкой после отключения дуги.
Такая печь (рис. 2.79.) состоит из камеры 3, в которой размещены собственно плавильный агрегат, включающий тигель 1, и электрод 2. Расплавленный металл сливается в форму 4.

Рис. 2.79. Схема вакуумной дуговой печи для фасонного литья:
1 – тигель; 2 – электрод; 3 – камера; 4 – форма
Электрооборудование вакуумных дуговых печей
Силовая цепь ВДП включает в себя: источник питания, токопровод от источника питания до печи, токоведущие участки конструкции, токоведущий шток, электрододержатель, расходуемый электрод, слиток, кристаллизатор, вакуумную камеру.
Конструкция токоподвода обеспечивает равномерный контакт по периметру поддона, кристаллизатора и вакуумной камеры, что снижает уровень магнитных полей и способствует стабилизации дугового разряда.
 Принципиальная электрическая схема ВДП и эквивалентная схема замещения ее силовой цепи показаны на рис. 2.80. Суммарное сопротивление силовой цепи:
Принципиальная электрическая схема ВДП и эквивалентная схема замещения ее силовой цепи показаны на рис. 2.80. Суммарное сопротивление силовой цепи:
r = rш + rгк + rк + rт . (87)
В ходе плавки за счет оплавления расходуемого электрода значение rт уменьшается, однако для приближенных расчетов rт можно принять постоянным.
Источники питания ВДП имеют следующие основные характеристики:
1. Низкое сопротивление дуги,
обусловливающее применение больших (десятки килоампер) токов для поддержания необходимой тепловой
мощности, при этом вольт-амперная
| Рис. 4.14. Электрическая схема и схема замещения ВДП: 1 – шинный токопровод rш; 2 – выключатель; 3 – балластное сопротивление rб; 4 – гибкий кабель rгк; 5 – ВДП rд; 6 – шинный токопровод к кристаллизатору rт | характеристика (ВАХ) дуги, слабопадающая, горизонтальная или слабовозрастающая, определяет необходимость крутопадающей или вертикальной характеристики источника питания. 2. Широкий (1–8) диапазон регулирования мощности. |
3. Высокую стабильность поддержания мощности на заданном
уровне (отклонения не более 2 %).
4. Особо высокую надежность, так как непредвиденное отключение печи ведет к потере выплавленного металла.
 Все новые установки имеют агрегаты одного из трех типов: выпрямительный на неуправляемых вентилях, выпрямительный на тиристорах, параметрический источник тока.
Все новые установки имеют агрегаты одного из трех типов: выпрямительный на неуправляемых вентилях, выпрямительный на тиристорах, параметрический источник тока.
Выпрямительный агрегат на неуправляемых вентилях серии ВАКП основан на принципе стабилизации и регулирования тока с помощью дросселей, включенных последовательно с вентилями (рис. 2.81.).
Крутизна падающего участка внешней характеристики определяется наклоном
| Рис. 2.81. Схема выпрямительного агрегата серии ВАКП с неуправляемыми вентилями на ток до 12,5 кА | ненасыщенной части кривой намагничивания железа. Для ограничения тока короткого |
замыкания (КЗ) до двукратного значения Iн предусмотрено повышенное реактивное сопротивление, для чего к трансформатору присоединен реактор. Агрегаты, выполненные по этой схеме, работают при токах до 12,5; 25,0 и 37,5 кА и состоят из отдельных блоков: трансформатор, дроссели насыщения, выпрямительный шкаф, устройство для измерения, шкаф и пульт управления, системы водоснабжения.
Силовой трансформатор со ступенями регулирования напряжения состоит из магнитопровода с концентрически расположенными обмотками высокого (ВН) и низкого (НН) напряжения. В схеме переключающего устройства предусмотрен трехфазный токоограничивающий реактор, состоящий из магнитопровода и двойных дисковых катушек. Дроссель насыщения состоит из однофазных дросселей, каждый из которых собирается из элементов, представляющих собой кольцевой магнитопровод с обмотками управления и смещения. Изменение сопротивления дросселя осуществляется регулированием тока в обмотке управления. Если возможностей регулирования дросселя оказывается недостаточно для поддержания требуемого тока, ступени трансформатора автоматически переключаются в нужную сторону.
Выпрямительный агрегат имеет параллельные звезды, лучи которых состоят из параллельно соединенных вентилей, установленных на шинах, охлаждаемых водой. Равномерная загрузка вентилей обеспечивается индуктивными делителями тока. Цепь каждого вентиля защищена плавким предохранителем. Выпрямительный агрегат имеет защиту от перегрузки по току. При КЗ на стороне постоянного тока длительностью более двух секунд масляный выключатель отключает агрегат. При КЗ на стороне переменного тока агрегат отключается максимально-токовой защитой мгновенного действия.
 Агрегаты серии АВП дают более высокую точность поддержания тока и имеют токоограничивающие дроссели только на стороне низкого напряжения (рис. 2.82.). Автоматическая стабилизация тока в процессе плавки обеспечивается системой управления дросселями насыщения, состоящей из измерительных трансформаторов постоянного тока (ТПТ) и тиристоров, регулирующих ток в управляющей обмотке дросселей, включенных последовательно в цепь каждой ветви вторичной обмотки трансформатора. Силовые трансформаторы с первичным напряжением 10 кВ (звезда) и 6 кВ (треугольник) имеют 17 ступеней напряжения, переключаемых под нагрузкой. Вторичные обмотки выполнены по схеме «две обратные звезды» с уравнительным реактором. Плавное регулирование напряжения с дросселями насыщения производится внутри ступени напряжения трансформатора. Выпрямительный шкаф рассчитан на ток 12,5 кА и содержит шесть
Агрегаты серии АВП дают более высокую точность поддержания тока и имеют токоограничивающие дроссели только на стороне низкого напряжения (рис. 2.82.). Автоматическая стабилизация тока в процессе плавки обеспечивается системой управления дросселями насыщения, состоящей из измерительных трансформаторов постоянного тока (ТПТ) и тиристоров, регулирующих ток в управляющей обмотке дросселей, включенных последовательно в цепь каждой ветви вторичной обмотки трансформатора. Силовые трансформаторы с первичным напряжением 10 кВ (звезда) и 6 кВ (треугольник) имеют 17 ступеней напряжения, переключаемых под нагрузкой. Вторичные обмотки выполнены по схеме «две обратные звезды» с уравнительным реактором. Плавное регулирование напряжения с дросселями насыщения производится внутри ступени напряжения трансформатора. Выпрямительный шкаф рассчитан на ток 12,5 кА и содержит шесть
| Рис. 2.82. Схема выпрямительного агрегата серии АВП (на ток до 12,5 кА) | групп вентилей, каждая из которых через дроссель насыщения соединена с соответствующей обмоткой трансформатора. |
Агрегаты на токи 25 и 37,5 кА имеют соответственно два и три шкафа. Номинальное выпрямленное напряжение – 75 В, напряжение на дуге – 25–35 В, мощность агрегата – 940–2800 кВт.
Выпрямительный агрегат имеет необходимые виды защит и блокировок. Для повышения коэффициента мощности на стороне высокого напряжения установлена автоматически управляемая батарея конденсаторов.
Выпрямительные агрегаты на тиристорах, построенные на основе принципиальной схемы рис. 2.83, входят в состав всех новых ВДП.
Агрегаты на тиристорах наряду с высокой точностью стабилизации тока имеют высокий КПД, минимальные, габаритные размеры и массу.
Питание агрегатов марок ТВ9-12500/75Т, ТВ9-2500/75Т, ТВ9-37500/75Т, ТВ9-50000/75Т, ТВ9-2500/115Т, ТВ9-50000/115Т осуществляется на напряжении 6 или 10 кВ, первичная обмотка трансформатора имеет устройство РПН. Вторичная обмотка состоит из групп двух обратных звезд с уравнительными реакторами. Каждая группа рассчитана на ток 12,5 кА (ТВ9-12500/75Т). Сглаживающие реакторы L1 и L2 предохраняют источник от резких бросков тока, возникающих при капельных коротких замыканиях. Номинальный ток (12,5–50 кА) и вторичное напряжение (75 или 115 В) указаны в марке агрегата источника.
 Шунты ШН1, ШН2 и датчики тока ДТ1 и ДТ2 (трансформаторы постоянного тока), а также измерители, основанные на эффекте Холла (для токов 37,5 и 50 кА), служат для измерения тока. В агрегатах применена система импульсно-фазового управления, осуществляющая формирование и фазовый сдвиг импульсов по принципу вертикального управления тиристорами. Идея этого способа управления заключается в формировании линейного или косинусного опорного напряжения с последующим формированием прямоугольного импульса. Импульс увеличивается усилителем мощности и после выпрямления подается на управляющий электрод тиристора. Синхронизация импульсов осуществляется фазовым синхронизатором. Регулирование и
Шунты ШН1, ШН2 и датчики тока ДТ1 и ДТ2 (трансформаторы постоянного тока), а также измерители, основанные на эффекте Холла (для токов 37,5 и 50 кА), служат для измерения тока. В агрегатах применена система импульсно-фазового управления, осуществляющая формирование и фазовый сдвиг импульсов по принципу вертикального управления тиристорами. Идея этого способа управления заключается в формировании линейного или косинусного опорного напряжения с последующим формированием прямоугольного импульса. Импульс увеличивается усилителем мощности и после выпрямления подается на управляющий электрод тиристора. Синхронизация импульсов осуществляется фазовым синхронизатором. Регулирование и
| Рис. 2.83. Схема главных цепей тиристорного преобразовательного агрегата ТВ | стабилизация тока при изменении напряжения питающей сети или сопротивления нагрузки производятся |
по принципу сравнения фактического и заданного значений токов с помощью усилителей.
Коэффициент мощности агрегата зависит от глубины регулирования и может снижаться до 0,6.
Параметрические источники тока (ПИТ). Для получения крутопадающих или вертикальных ВАХ источников питания ВДП используются резонансные схемы, главным признаком которых является постоянство тока нагрузки при изменяющемся ее сопротивлении.
Система автоматического управления (САУ). ВДП должна так регулировать мощность, чтобы требуемая скорость наплавления металла равнялась скорости кристаллизации слитка. Кроме того, САУ должна обеспечивать устойчивое горение дуги, поддерживать в заданных пределах непрерывно изменяющуюся длину дуги, режим ее горения. Поэтому в состав САУ входят следующие компоненты: управляемый источник тока, регулятор длины дугового промежутка (скорость перемещения электрода), регулятор тока соленоида. ВДП как объект управления представляется в виде системы, состоящей из четырех динамических звеньев с внутренней обратной связью: электрическая дуга, межэлектродный промежуток, электрод, ванна жидкого металла – слиток. Входными величинами звена «электрическая дуга» являются напряжение источника питания Uи и межэлектродный промежуток lст(τ), которые определяют выходные параметры дуги: ток Iп(τ), напряжение Uд(τ), мощность Рэ(τ), поступающую в ванну расплава. Возмущающими воздействиями являются случайные изменения условий существования дугового разряда. Входными величинами звена «межэлектродный промежуток» являются скорость подачи электрода vпод(τ) и скорость его плавления vпл(τ), приведенная к линейной скорости увеличения промежутка. Выходной регулируемой величиной является длина промежутка l(τ), определяемая как интеграл разности указанных величин. Возмущающими воздействиями являются колебания поверхности ванны металла и изменение формы торца электрода.
Входной величиной звена «электрод» является мощность Рэ(τ), поступающая с выхода звена «электрическая дуга», возмущающими воздействиями являются изменения положения и типы дугового разряда. В звене «ванна жидкого металла–слиток» входными величинами являются скорость расплавления vпл(τ) и мощность Рв(τ), определяющие режим кристаллизации слитка.
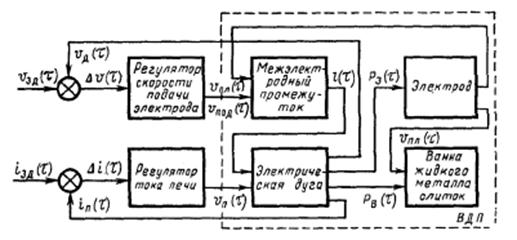
Рис. 2.84. Структурная схема САУ ВДП
В системах управления ВДП используются регуляторы типов АРД ВП-3, АРДВ-Р2, АРДВ-Р2М и БУДП-10-1, применяемые с электромашинными, параметрическими и тиристорными источниками питания.
В настоящее время разработан универсальный регулятор ШЦД 970Х на базе управляющего микропроцессора. В состав регулятора дополнительно входят устройство визуального отображения информации, ручного ввода-вывода информации, тиристорные преобразователи для питания соленоида и электродвигателей перемещения электрода. В программируемом постоянном запоминающем устройстве микропроцессора хранится программа, реализующая алгоритм управления переплавом.
Дата добавления: 2014-11-13; просмотров: 405; Мы поможем в написании вашей работы!; Нарушение авторских прав |