КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Методика проведения работы
В лабораторной работе предусмотрено проведение эксперимента, по результатам которого можно оценить точность и качество отверстий в об- работанной заготовке после сверления, зенкерования и развертывания. Для обеспечения возможности визуального осмотра обработанных поверхно- стей и упрощения измерения параметров шероховатости отверстий заго- товка изготавливается из двух образцов 1 и 2 (рис. 1.24). При установке на станок эти образцы жестко скрепляют между собой с помощью двух струбцин 3. Удерживаемую струбцинами заготовку закрепляют в машин- ных тисках на столе станка.
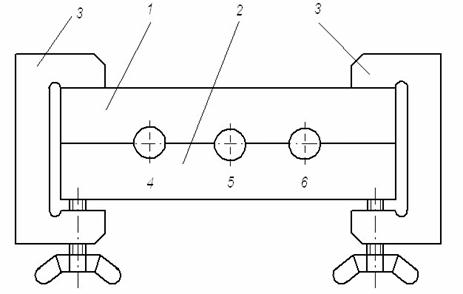
Рис. 1.24. Заготовка для проведения эксперимента
Первое отверстие в заготовке–образце (поз 4, рис. 1.24) получают сверлением, второе (поз. 5) – сверлением и зенкерованием. Третье отверстие
(поз. 6) сверлят, а затем зенкеруют и развертывают. По окончании обра- ботки заготовку со струбцинами снимают со станка, очищают отверстия от стружки и грязи и измеряют нутромером полученные диаметры.
Нутромер является измерительным прибором относительного изме- рения. Перед экспериментом его настраивают «на ноль» по отверстию в эталонном кольце с известным значением диаметра отверстия Dэ. Диаметр контролируемого отверстия на образце Dк вычисляют по формуле:
Dк = Dэ + C, (1.14)
где С – показание на шкале нутромера, зафиксированное при измерении контролируемого отверстия.
Погрешностью обработки ∆ будем считать разность между диамет- ром Dк контролируемого отверстия и диаметром последнего использован- ного при обработке отверстия инструмента Dи:
∆ = Dк – Dи. (1.15)
Достигнутый при обработке квалитет точности диаметра отверстия можно определить, сопоставив значение вычисленной погрешности с таб- личными значениями допустимых отклонений отверстий (табл. 1.6).
Таблица 1.6
Допускаемые отклонения размеров отверстий диаметром 10–18 мм
| Отклоне- ния, мкм | Квалитет точности | |||||||
| Н7 | Н8 | Н9 | Н10 | Н11 | Н12 | Н13 | Н14 | |
| верхнее | + 18 | + 27 | + 43 | + 70 | + 110 | + 180 | + 270 | + 430 |
| нижнее |
Диаметры инструментов Dи измеряют на специальном приспособле- нии. Оценку шероховатости поверхностей полученных отверстий осуще- ствляют измерением на профилометре–профилографе высоты шероховато- сти поверхности по параметру Ra, предварительно более тщательно очи- стив поверхности отверстий. Все результаты измерений заносят в табл. 1.7.
Дата добавления: 2014-11-13; просмотров: 266; Мы поможем в написании вашей работы!; Нарушение авторских прав |