КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Общие сведения. Изготовление отверстий является распространенным видом механи- ческой обработки, выполняемым на сверлильных
Изготовление отверстий является распространенным видом механи- ческой обработки, выполняемым на сверлильных, расточных и токарных станках. К технологическим методам обработки отверстий относят сверле- ние, зенкерование, развертывание, зенкование и нарезание резьбы метчи- ками (рис. 1.20).
Сверление – операция получения глухих и сквозных отверстий в сплошном материале сверлами различных типов. Наиболее часто с этой целью применяют спиральные сверла, которые позволяют сверлить отвер- стия в диапазоне диаметров от 0,25 до 80 мм (рис. 1.20, а). Точность про- сверленных отверстий в связи с малой жесткостью инструмента, значи- тельными осевыми силами резания и неуравновешенностью радиальных сил не высока и соответствует 12–14 квалитетам точности. Высота микро- неровностей профиля обработанной поверхности отверстия превышает значения Rа 6,3 мкм.
С использованием сверла можно увеличить диаметр уже имеющего- ся отверстия. Такой вид обработки называют рассверливанием (рис. 1.20, б).
 Зенкерование — метод обработки предварительно просверленного, штампованного или литого отверстия зенкером в целях достижения более правильной геометрической формы отверстия, прямолинейности оси, по- вышения точности и снижения шероховатости поверхности (рис. 1.20, в). Зенкерование обеспечивает 10–12 квалитеты точности обработки от- верстия и шероховатость поверхности по параметру Ra в пределах
Зенкерование — метод обработки предварительно просверленного, штампованного или литого отверстия зенкером в целях достижения более правильной геометрической формы отверстия, прямолинейности оси, по- вышения точности и снижения шероховатости поверхности (рис. 1.20, в). Зенкерование обеспечивает 10–12 квалитеты точности обработки от- верстия и шероховатость поверхности по параметру Ra в пределах
окончательной обработки или для получистовой обработки отверстия пе-
ред развертыванием.
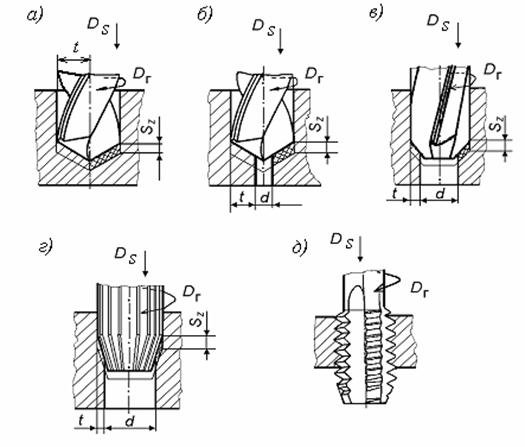
Рис. 1.20. Схемы сверления (а), рассверливания (б), зенкерования (в),
развертывания (г) и нарезания резьбы (д)
Развертывание применяют для дальнейшего повышения точности и уменьшения шероховатости обработанных отверстий (рис. 1.20, г). Этот метод относят к чистовым методам обработки. Развертывание обеспечива- ет возможность получения 6–9 квалитетов точности и высоты неровностей профиля обработанной поверхности по параметру Ra до 0,32 мкм.
Дата добавления: 2014-11-13; просмотров: 275; Мы поможем в написании вашей работы!; Нарушение авторских прав |