КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Технология сварки.
Для соединения деталей и элементов стальных конструкций применяют:
· ручную электродуговую сварку;
· автоматическую и полуавтоматическую сварку под слоем флюса;
· сварку в среде углекислого газа;
· сварку порошковой проволокой;
· контактную точечную, шовную и стыковую сварку.
На рисунке 7 представлена технологическая схема электродуговой и газоэлектрической сварки. Электродуговая сварка — это вид сварки, источником теплоты для нагрева и расплава металла в котором является дуговой разряд или электрическая дуга, возникающая между свариваемыми элементами и электродом. Технологический процесс дуговой сварки заключается в следующем, теплота от электрической дуги воздействует на кромки свариваемых деталей и металл электрода, плавит их, образуя сварную ванну, которая остается в расплавленном состоянии некоторое время. Как только тепловое воздействие сварочной дуги ослабевает, расплавленный металл затвердевает и образуется сварное соединение. Дуговая сварка широко применяется не только для сталей обыкновенных и легированных, но и для таких металлов, как алюминий и его сплавы, медь, чугун.
Материалы для проведения сварочных работ принимаются по Таблице 55 СНиП II-23-81 «Стальные конструкции».
Ручную сварку выполняют при помощи электродов, подразделяющихся на типы и марки (ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей»).
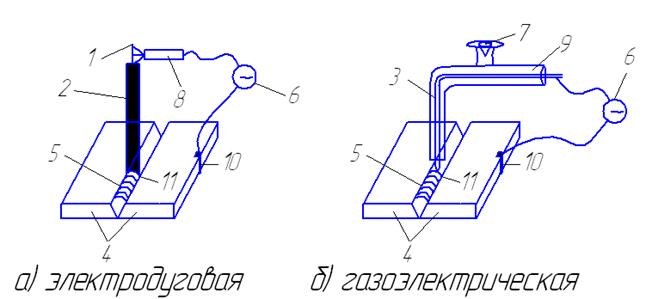
Рисунок 7. Технологические схемы электродуговой сварки.
1 – металлический электрод; 2 – специальная обмазка;
3 – сварочная проволока; 4 – свариваемые элементы;
5 – сварочный шов; 6 – источник тока;
7 – углекислый газ (углеродистые стали), аргон (алюминиевые сплавы);
8 – электрододержатель; 9 – горелка; 10 – струбцина; 11 – электрическая дуга.
Электроды выбираются в зависимости от класса стали свариваемых элементов, группы конструкций и климатического района. Тип электрода определяется прочностью металла сварного шва в кН/см2, например электрод Э50 будет иметь расчетную прочность Rwy = 50 кН/см2 (500 МПа). Электроды Э42А, Э46А, Э50А, Э60А, у которых буква А означает повышенную пластичность металла сварного шва, применяются для сварки конструкций 1-ой группы, т.е. работающих в условиях сложного напряженного состояния. Эти же электроды применяются при воздействии низких температур (климатические районы I1, I2, II1, II2). В остальных случаях применяют электроды, в обозначении которых нет буквы А (Э42, Э46, Э50, Э60).
Марка электрода определяется составом защитной обмазки и выбирается в зависимости от выбранного источника электрического тока (постоянный, переменный) и положения шва в пространстве (Рисунок 8).
Автоматическая сварка под слоем флюса, осуществляется самоходным сварочным агрегатом и позволяет получить наиболее качественный сварной шов.
Для сварки используют сварочную проволоку сплошного сечения и различные флюсы, а также порошковую проволоку. Выбор материала для автоматической сварки производят в зависимости от группы конструкции, марки стали свариваемых элементов и климатического района.


Рисунок 8. Расположение сварного шва в пространстве.
Полуавтоматическую сварку (сварной агрегат движется вручную, а процесс сварки остается автоматическим) выполняют электродной проволокой с газовой защитой сварочной ванны или порошковой проволокой. В качестве газа используется углекислый газ, качество которого оказывает большое влияние на прочность шва. В связи с отсутствием расплавленного шлака раскислители и легирующие элементы вводят в металл сварного шва за счет сварной проволоки.
Сварка порошковой проволокой выполняется полуавтоматическим и автоматическим способами. Порошковая проволока представляет собой металлическую оболочку из стальной ленты толщиной 0,2-0,5 мм, заполненную шихтой специального состава, которая обеспечивает защиту сварочной зоны, раскисление и легирование металла сварного шва в результате чего обеспечивается его качество.
Швы сварных соединений делят на заводские и монтажные (выполняемые при монтаже конструкции на строительной площадке). Их обозначение на чертежах показано на рисунке 9.

Рисунок 9. Изображение сварных швов различного типа.
1 – заводской угловой; 2 – заводской стыковой;
3 – монтажный угловой; 4 – монтажный стыковой.
Контактная сварка (рисунок 10) является одним из видов сварки давлением и основана на нагреве и пластическом деформировании соединяемых элементов. Нагрев металла осуществляется электротоком, проходящим через контактирующие детали. Сварку выполняют без использования присадочных материалов. При изготовлении стальных строительных конструкций применяют три вида контактной сварки: точечную, шовную (валиковую) и стыковую.

Рисунок 9. Виды электродов для контактной сварки.
1 – электроды или ролики; 2 – свариваемые элементы;
3 – сварной шов; 4 – источник тока.
Контактную точечную сварку используют для выполнения нахлесточных соединений решетчатой конструкции. Шовная сварка позволяет получить плотнопрочные швы при изготовлении конструкций из тонколистовой стали.
Стыковая сварка применяется для соединения труб, стержневых элементов профильного металлопроката с большими поперечными сечениями – уголки, рельсы, арматура.
Дата добавления: 2014-12-23; просмотров: 843; Мы поможем в написании вашей работы!; Нарушение авторских прав |