КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Механізми ЛФ
Суть лазерного формування полягає у створені в матеріалі, за допомогою локального лазерного впливу, напружень певного знаку та величини, які призводять до формування матеріалу. Матеріал опромінюється лазерним випромінюванням, яке контактуючи з поверхнею зразка призводить до локальної зміни температури. При цьому, в залежності від властивостей матеріалу можуть діяти різні механізми деформування.
В залежності від умов опромінення, властивостей оброблюваного матеріалу та параметрів лазерного променя, більшість дослідників виділяють наступні механізми лазерного формоутворення:
- механізм градієнту температур (МГТ);
- механізм випинання (МВ);
- механізм зсідання (МЗ);
- механізм поліморфних перетворень (МПП).
Щоправда, існує певна розбіжність в поглядах різних дослідників стосовно умов дії того чи іншого механізму формоутворення.
Механізм градієнту температур являється найбільш вивченим механізмом лазерного формоутворення. Загалом, його можна описати наступним чином: під час швидкісного нагрівання поверхні лазерним променем, інтенсивно нагріваються верхні шари матеріалу, в той час як нижні залишаються холодними (в силу локальності процесу) і поступово нагріваються за рахунок теплопровідності, в результаті чого виникає різкий перепад температури (градієнт температур) по товщині зразка, що призводить до різного теплового розширення різних шарів матеріалу, та викликає формування листа.
В початковий момент нагрівання, теплове розширення на опроміненій поверхні (верхній) вище ніж на холодній поверхні (нижній). Відбувається попереднє згинання, яке має протилежний до основного згинання напрямок, в результаті на опроміненій поверхні формується невелика деформація розтягу. Із закінченням нагрівання, згинальний момент набуває протилежного напрямку до попереднього згинання. В момент коли термічні напруження досягають температурно-залежних напружень пластичної течії металу, будь-яке додаткове теплове розширення перетворюється в пластичну деформацію стиснення, оскільки вільне розширення обмежене оточуючим матеріалом. Підчас охолодження відбувається локальне скорочення верхніх шарів листа, і кут згинання зростає у напрямку на зустріч лазерному променю.
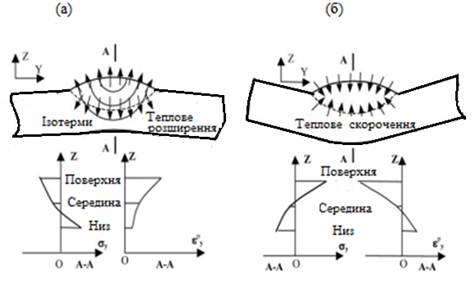
Рис.1.1. Етапи процесу лазерного формоутворення при дії МГТ (а) процес нагрівання (попереднє згинання); (б)процес охолодження (основне формування).
Механізм випинання.
Якщо змінювати параметри процесу то можна перейти до механізму випинання. Зазвичай у випадку механізму випинання, діаметр лазерного променя значно більший за товщину листа. Він становить близько десяти товщин, на відміну від МГТ, де діаметр променя спів розмірний з товщиною листа. Тобто, у випадку МВ не має різкого перепаду температур (точніше, незначний градієнт, порівняно з градієнтом коли працює МГТ) по глибині зразка. Під час нагрівання теплові напруження стискання розвиваються в листі, і призводять до термопружних напружень, які в свою чергу призводять до локального термопластично-пружного випинання матеріалу. Це випинання генерується вздовж напрямку руху лазерного сканування. Коли лазерний промінь закінчує обробку листа, випинання генерується по всій довжині листа. Зразок може деформуватися як в позитивному так і в негативному напрямках, залежно від факторів що включають параметри процесу. Параметри які визначають напрямок випинання мають комплексний характер, що ще раз підтверджує важливість систематизації факторів впливу. Як і у випадку МГТ кут згинання може бути збільшений повторенням процесу опромінення.

Рис.1.2. Етапи процесу лазерного формоутворення за рахунок механізму випинання: (a)початкове нагрівання; (б) випинання; (в) зростання випинання; (г)розвиток кута згинання
Механізм зсідання МЗ [31, 48, 29]

Рис.1.3. Етапи процесу лазерного формоутворення за рахунок механізму зсідання: (a)нагрівання; (б)охолодження; (в) формоутворення прямокутної труби з використанням МЗ.
Для МЗ параметри процесу обираються подібно до МВ, але розмір опроміненої зони значно менший порівняно з товщиною листа. Завдяки нагріванню близькому до рівномірного, та обмеженню теплового розширення оточуючим матеріалом, лист стискається майже постійним напруженням вздовж товщини, що пояснюється скороченням листа та збільшенням його товщини. Якщо лист опромінюється вздовж лінії поперек ширини, то виникають напруження стискання. Повторення процесу приводить до збільшення загальної товщини.
Механізм поліморфних перетворень (МПП). [82, 14]

Рис.1.4. Механізм поліморфних перетворень: а) нагрівання поверхні зразка лазерним променем; б) перетворення фериту в аустеніт під час нагрівання; в) утворення структури мартенситу в результаті автогартування.
В матеріалах, для яких під час нагрівання та охолодження характерне протікання поліморфних перетворень, діє ще один механізм формування. Це механізм поліморфних перетворень. Найяскравіше МПП можна продемонструвати на прикладі перетворень у вуглецевих сталей. Під час нагрівання, при температурі Ас1 ( в рівноважних умовах лінія PSK діаграми Fe – Fe3C) проходить перетворення перліту в аустеніт за яким слідують перетворення фериту в аустеніт в доевтектоїдних сталях в діапазоні температур Ас1 – Ас3 (в рівноважних умовах Ас3 - лінія GS), і розчин вторинного цементиту в заевтектоїдних сталях в діапазоні температур Ас1 - Аcm (в рівноважних умовах Аcm - лінія SE). Зміна фазового складу призводить до локальної зміни об’єму матеріалу. Після припинення лазерного нагрівання в результаті активного відведення тепла в сусідні (не прогріті) шари матеріалу, відбувається процес автогартування, який призводить до утворення структури гартування (мартенсит та залишковий аустеніт). Оскільки питомий об’єм мартенситу вище питомого об’єму аустеніту мартенситне перетворення приводить до виникнення напружень стискання. Це призводить до додаткової деформації зразка, при чому напрямок цієї деформації може співпадати, або ж бути протилежним до напрямку деформації, викликаної іншими механізмами формування.
Слід зазначити, що згадані механізми формоутворення можуть взаємодіяти, підміняти один одного та протидіяти в процесі формування. При чому, умови виникнення та характер взаємодії механізмів лазерного формоутворення вивчені недостатньо, отже потрібно приділити цьому питанню додаткову увагу.
Також, недостатньо вивчене питання стійкості сформованих конструкцій в умовах робочих силових та теплових навантажень.
Дата добавления: 2015-01-01; просмотров: 286; Мы поможем в написании вашей работы!; Нарушение авторских прав |