КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Билет 10. Сварка трением
Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия (рисунок 1).

Рисунок 1. Схема сварки трением
Процесс образования сварного соединения:
1. Вследствие действия сил трения сдираются оксидные плёнки;
2. Наступает разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и высокопластичный металл (металл шва)* (см.рисунок 1) выдавливается из стыка;
3. Прекращение вращения с образованием сварного соединения.
Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения.
Теплота может выделяться при вращении одной детали относительно другой (рис. 3.56, а) или вставки между деталями (рис. 3.56, б, в), при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами Д и при звуковой частоте (рис. 3.56, г). Детали при этом прижимаются постоянным или возрастающим во времени давлением Р. Сварка завершается осадкой и быстрым прекращением вращения.
В зоне стыка при сварке протекают следующие процессы. По мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых пленок, присутствующих на них в исходном состоянии. Граничное трение уступает место сухому. В контакт вступают отдельные микровыступы, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи и немедленно разрушаются вследствие относительного движения поверхностей.
Этот процесс происходит непрерывно и сопровождается увеличением фактической площади контакта и быстрым повышением температуры в стыке. При этом снижается сопротивление металла деформации, и трение распространяется на всю поверхность контакта. В зоне стыка появляется тонкий слой пластифицированного металла, выполняющего роль смазочного материала, и трение из сухого становится граничным.
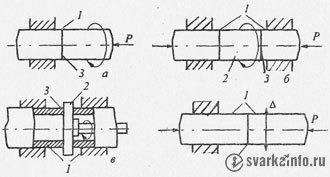
Рис.3.56. Схемы процесса сварки трением: 1 - свариваемые детали; 2 - вставка; 3 - зона сварки
Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы. После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности.

Рис. 3.57. Типы сварных соединений, выполненных сваркой трением
Сваривать стержни диаметром более 200 мм нецелесообразно, потому что для реализации этого процесса потребовались бы машины с двигателями мощностью ~ 500 кВт при скорости вращения ~2 с-1 и с осевым усилием более 3 * 10б Н. Сооружение такой машины и ее эксплуатация были бы настолько дорогими, что не окупили бы выгоды, которую может дать сварка трением.
Не удается сварить даже в лабораторных условиях и стержни диаметром менее 3,5 мм, для которых нужна установка со скоростью вращения шпинделя ~ 200 с-1 и сложным устройством для осуществления мгновенного его торможения.
Расчеты и опыт практического применения сварки трением показывают, что ее пока целесообразно применять для сварки деталей диаметром от 6 до 100 мм. Наиболее эффективно применение сварки трением для изготовления режущего инструмента при производстве составных сварно-кованых, сварно-литых или сварно-штампо-ванных деталей. Она оказывается незаменимой при соединении трудносвариваемых или вовсе не сваривающихся другими способами разнородных материалов, например стали с алюминием, аусте-нитных сталей с перлитными. Эффективно применение сварки трением и для соединения пластмассовых заготовок.
Машины для сварки трением обычно содержат следующие основные узлы (рис. 3.58): привод вращения 1 шпинделя с ременной передачей 2; фрикционную муфту 3 для сцепления шпинделя с приводным устройством; тормоз 4 для торможения шпинделя; два зажима для крепления свариваемых заготовок 7; переднюю бабку 5 со шпинделем, несущим на себе вращающийся зажим 6; заднюю бабку 8 с неподвижным зажимом; пневматические или гидравлические цилиндры 9, обеспечивающие создание необходимого рабочего (осевого) давления машины; пневматическую, пневмогидравлическую или гидравлическую схему управления силовым приводом машины; шкаф управления.

Рис. 3.58. Принципиальная конструктивно-кине- матическая схема машины для сварки трением
В большинстве машин в состав привода вращения входят трехфазный асинхронный электродвигатель, клиноременная передача с зубчатым ремнем. В машинах для микро- и прецизионной сварки, шпиндель которых должен развивать очень высокую частоту вращения (80-650 с-1), в качестве привода применяются пневматические турбинки, которые характеризуются быстрым разгоном и торможением, позволяют обходиться без передачи при помощи непосредственного сочленения вала со шпинделем машины.
Мировой опыт применения сварки трением позволяет сделать вывод, что этот вид сварки - один из наиболее интенсивно развивающихся технологических процессов, особенно в странах с высоким уровнем развития промышленности.
Некоторые примеры применения сварки трением приведены на рис. 3.60.

Рис. 3.60. Примеры применения сварки трением:
а - промежуточный вал коробки передач автомобиля; б - карданный вал тяжёлого грузового автомобиля; в - карданный вал автомобиля «Форд»; г - коническое зубчатое колесо с удлинённой ступицей; д - вал рулевого управления легкового автомобиля; е - гладкие и резьбовые калибры; ж - сталеалюми-ниевый трубчатый переходник диаметром 90 мм с толщиной стенки 4 мм
Разновидностью сварки трением является инерционная сварка.
В этом способе вращаемую деталь располагают в маховике, который раскручивают до заданной скорости, детали соединяют и сварка завершается остановкой вращения маховика.
Дата добавления: 2015-01-19; просмотров: 584; Мы поможем в написании вашей работы!; Нарушение авторских прав |