КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Билет 12. Лазер и его использование при сварке
Сущность лазерной сварки
Лазерный луч по сравнению с обычным световым лучом обладает рядом свойств – направленностью, монохроматичностью и когерентностью.
Благодаря направленности лазерного луча его энергия концентрируется на сравнительно небольшом участке. Например, направленность лазерного луча может в несколько тысяч раз превышать направленность луча прожектора.
Если обычный «белый» свет состоит из лучей с различными частотами, то лазерный луч является монохроматичным – имеет определенную частоту и длину волны. За счет этого он отлично фокусируется оптическими линзами, поскольку угол преломления луча в линзе постоянен.
Когерентность – это согласованное протекание во времени нескольких волновых процессов. Некогерентные колебания светового луча обладают различными фазами, в результате чего могут погасить друг друга. Когерентные же колебания вызывают резонанс, который усиливает мощность излучения.
Благодаря вышеперечисленным свойствам лазерный луч может быть сфокусирован на очень маленькую поверхность металла и создать на на ней плотность энергии порядка 108Вт/см2 – достаточную для плавления металла и, следовательно, сварки.
Для лазерной сварки обычно используются следующие типы лазеров:
· твердотельные и
· газовые – с продольной или поперечной прокачкой газа, газодинамические.
Лазерная сварка твердотельным лазером
Схема твердотельного лазера приведена на рисунке ниже. В качестве активного тела используется стержень из рубина, стекла с примесью неодима (Nd-Glass) или алюмо-иттриевого граната, легированного неодимом (Nd-YAG) либо иттербием (Yb-YAG). Он размещается в осветительной камере. Для возбуждения атомов активного тела используется лампа накачки, создающая мощные вспышки света.

Рисунок. Схема твердотельного лазера
По торцам активного тела размещены зеркала – отражающее и частично прозрачное. Луч лазера выходит через частично прозрачное зеркало, предварительно многократно отражаясь внутри рубинового стержня и таким образом усиливаясь. Мощность твердотельных лазеров относительно невелика и обычно не превышает 1–6 кВт.
Твердотельными лазерами в связи с их небольшой мощностью свариваются только мелкие детали небольшой толщины, обычно объекты микроэлектроники. Например, привариваются тончайшие выводы из проволок диаметром 0,01–0,1 мм, изготовленные из тантала, золота, нихрома. Возможна точечная сварка изделий из фольги с диаметром точки 0,5–0,9 мм. Лазерной сваркой выполняется герметичный шов катодов кинескопов современных телевизоров.
Катод представляет собой трубку длиной 2 мм, диаметром 1,8 мм, толщиной стенки 0,04 мм. К трубке приваривается донышко толщиной 0,12 мм, материал изделия – хромоникелевый сплав. Сварка таких мелких деталей возможна за счет высокой степени фокусировки луча и точной дозировки энергии путем регулировки длительности импульса в пределах 10-2–10-7 с.
Сварка газовым лазером
Более мощными являются газовые лазеры, в которых в качестве активного тела используют смесь газов, обычно СО2+N2+Не. Схема газового лазера с продольной прокачкой газа приведена на рисунке ниже. Газ из баллонов прокачивается насосом через газоразрядную трубку. Для энергетического возбуждения газа используется электрический разряд между электродами. По торцам газоразрядной трубки расположены зеркала. Электроды подключены к источнику питания. Лазер охлаждается водяной системой.

Рисунок. Газовый лазер с продольной прокачкой газа
Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры.
Более компактны лазеры с поперечной прокачкой газа (см. рисунок ниже).

Рисунок. Газовый лазер с поперечной прокачкой газа
Они позволяют достичь общей мощности 20 кВт и больше, что дает возможность сваривать металлы толщиной до 20 мм с достаточно высокой скоростью, около 60 м/ч.
Наиболее мощными являются газодинамические лазеры (на рисунке ниже). Для работы используются газы, нагретые до температуры 1000–3000 К. Газ истекает со сверхзвуковой скоростью через сопло Лаваля, в результате чего происходит его адиабатическое расширение и охлаждение в зоне резонатора. При охлаждении возбужденных молекул CO2 происходит переход их на более низкий энергетический уровень с испусканием когерентного излучения. Для накачки может использоваться другой лазер или другие мощные источники энергии. Такой лазер мощностью N = 100 кВт позволяет, например, сваривать сталь толщиной 35 мм с очень высокой скоростью, около 200 м/ч.

Рисунок. Газодинамический лазер
Схема процесса лазерной сварки приведена на рисунке ниже.
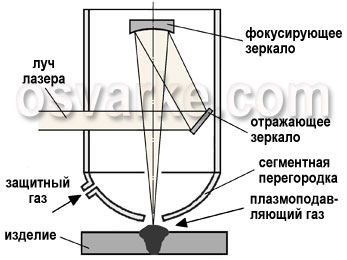
Рисунок. Схема процесса лазерной сварки
Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита расплавленного металла от воздуха. Обычно для защиты используются газы, в частности аргон. Особенностью процесса лазерной сварки является то, что вследствие высокой тепловой мощности луча на поверхности свариваемого изделия происходит интенсивное испарение металла. Пары ионизируются, что приводит к рассеиванию и экранированию луча лазера. В связи с этим при использовании лазеров большой мощности в зону сварки необходимо подавать, кроме защитного, так называемый плазмоподавляющий газ. В качестве плазмоподавляющего газа обычно используют гелий, который значительно легче аргона и не рассеивает луч лазера. Для упрощения процесса целесообразно применение смесей 50% Аг + 50% Не, которые выполняют плазмоподавляющую и защитную функции. В этом случае сварочная горелка должна обеспечивать подачу газа таким образом, чтобы он сдувал ионизированный пар.

Рисунок. Конструкции сопел горелок для лазерной сварки
При лазерной сварке луч постепенно углубляется в деталь, оттесняя жидкий металл сварочной ванны на заднюю стенку кратера. Это позволяет получить «кинжальное» проплавление при большой глубине и малой ширине шва.
Высокая концентрация энергии в лазерном луче позволяет достигать высоких скоростей сварки, обеспечивая одновременно благоприятный термический цикл и высокую технологическую прочность металла шва.
Преимущества лазерной сварки
Важнейшим преимуществом лазерной сварки твердотельными лазерами является возможность очень точной дозировки энергии, поэтому удается обеспечить получение качественных соединений при изготовлении очень мелких деталей.
Для мощных газовых лазеров преимуществом является получение большой глубины проплавления при малой ширине шва. Это позволяет уменьшить зону термического влияния, сократить сварочные деформации и напряжения.
Кроме того, лазерная сварка обладает рядом преимуществ, не присущих другим способам сварки. Лазер может быть расположен на достаточно большом удалении от места сварки, что в ряде случаев дает существенный экономический эффект. Например, известна установка для лазерной сварки при ремонте трубопроводов, проложенных по дну водоема. Внутри трубы перемещается тележка с вращающимся зеркалом. Лазер же находится у конца секции трубопровода и посылает луч внутри трубы. Это позволяет осуществлять лазерную сварку, не снимая с трубопровода балласт и не поднимая его на поверхность.
Легкость управления лазерным лучом с помощью зеркал и волоконной оптики позволяет осуществлять сварку в труднодоступных, иногда не находящихся в пределах прямой видимости местах. Возможна также лазерная сварка нескольких деталей от одного лазера расщепленным с помощью призм лучом.
Недостатки технологии
Недостатками лазерной сварки являются высокая сложность и стоимость оборудования, низкий КПД лазеров. По мере развития лазерной техники эти недостатки устраняются.
Дата добавления: 2015-01-19; просмотров: 398; Мы поможем в написании вашей работы!; Нарушение авторских прав |