КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Шлифование наружных и внутренних цилиндрических поверхностей. Режимы резания при шлифовании.
Рабочий цикл шлифования. Обработка на круглошлифовальных станках ведется методом многопроходного шлифования, когда за каждый оборот детали снимается определенный припуск. Снимаемый припуск за каждый оборот детали или глубина Т срезаемого слоя не остаются постоянными, они изменяются на протяжении всей операции и определяют структуру рабочего цикла шлифования.
Типовая схема рабочего цикла шлифования состоит из 4 этапов: врезания, чернового съема, чистового съема и выхаживания рис.1
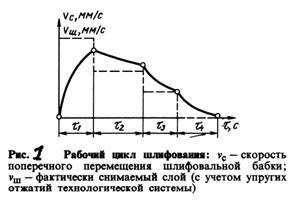
Этап τ1 врезания характеризуется ускоренной поперечной подачей шлифовального круга, вызывающей непрерывное увеличение глубины t срезаемого слоя в результате нарастания упругого натяга в технологической системе. При достижении заданного максимального t значения поперечную подачу круга замедляют. Глубина срезаемого слоя стабилизируется, и начинается этап τ2 чернового съема, во время которого удаляется до 60-70% общего припуска. Перед началом третьего этапа τ3 поперечная подача круга снова снижается, и чистовой съем металла протекает при непрерывно уменьшающейся глубине t, способствующей повышению точности поверхности. На этапе τ4 выхаживания поперечная подача круга прекращается, глубина t быстро уменьшается, достигая минимального значения. На этом этапе окончательно формируется качество шлифуемой поверхности.
Методы шлифования. На круглошлифовальных станках осуществляют продольное и врезное шлифование табл.1. Метод продольного шлифования более универсальный, чем метод врезного шлифования. Он не требует специальной наладки, одним шлифовальным кругом можно обрабатывать поверхности разной длины. При врезном шлифовании одновременно обрабатывается вся шлифуемая поверхность. Этот метод более производительный, для его осуществления применяют более широкие круги и станки повышенной мощности и жесткости.


Отверстия в деталях на внутришлифовальных станках обрабатывают напроход и врезанием. Способ врезания используют при обработке коротких, фасонных и глухих отверстий, не имеющих канавок для выхода круга. Во всех остальных случаях применяют шлифование напроход, обеспечивающее более высокую точность и меньший параметр шероховатости. Учитывая малые жесткость шпинделя шлифовальной головки и диаметр абразивного круга, необходимо на операциях внутреннего шлифования снимать минимальные припуски. Диаметр абразивного круга выбирают наибольший, допустимый диаметром обрабатываемого отверстия.

Разработку режима резания при шлифовании начинают с установления характеристики инструмента. Инструмент при шлифовании различных конструкционных и инструментальных материалов выбирают по данным таблиц. Окончательная характеристика абразивного инструмента выявляется в процессе пробной эксплуатации с учетом конкретных технологических условий.
Основные параметры резания при шлифовании:
- скорость вращательного или поступательного движения заготовки νз , м/мин.;
- глубина шлифования t , мм, - слой металла, снимаемый периферией или торцом круга в результате поперечной подачи на каждый ход или двойной ход при круглом или плоском шлифовании и в результате радиальной подачи sp при врезном шлифовании;
- продольная подача s – перемещение шлифовального круга в направлении его оси в мм. на один оборот заготовки при круглом шлифовании или в мм. на каждый ход стола при плоском шлифовании периферией круга.
Эффективная мощность, кВт, при шлифовании периферией круга с продольной подачей
N=CN vзr tx sy dq
при врезном шлифовании периферией круга
N=CN vзr syp dq bz
при шлифовании торцом круга
N=CN vзr tx bz
где d – диаметр шлифования, мм.; b – ширина шлифования, мм, равная длине шлифуемого участка заготовки при круглом врезном шлифовании и поперечному размеру поверхности заготовки при шлифовании торцом круга.
Значения коэффициента CN и показателей степени в формулах берутся по таблице.
Дата добавления: 2015-04-18; просмотров: 583; Мы поможем в написании вашей работы!; Нарушение авторских прав |