КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Изготовление конических колес с круговыми и циклоидальными зубьями
Ответ на 15 вопрос ТМС-Бобков лекция 4.6
Нарезание круговых зубьев конических колес может вестись по методу обката и копирования (врезания). Схема нарезания круговых зубьев по методу обката показана на рис. 4.7. Также как и при обработке конических прямозубых колес, на станке имитируется зацепление воображаемого производящего конического колеса 1 и заготовки 2. В процессе обработки зуборезная головка 3 с трапецеидальными резцами получает вращение вокруг оси  - главное движение резания
- главное движение резания  . Одновременно с этим люлька 4 с расположенным на ней инструментом поворачивается вокруг оси
. Одновременно с этим люлька 4 с расположенным на ней инструментом поворачивается вокруг оси  производящего колеса. Вращение заготовки согласовано с вращением люльки таким образом, что при повороте производящего колеса на
производящего колеса. Вращение заготовки согласовано с вращением люльки таким образом, что при повороте производящего колеса на  оборота заготовка повернется вокруг своей оси на
оборота заготовка повернется вокруг своей оси на  оборота, где
оборота, где  - число зубьев производящего колеса. При этом резцы головки спрофилируют одну впадину заготовки. После этого заготовка отводится от инструмента, следует её возврат в исходное положение (движение
- число зубьев производящего колеса. При этом резцы головки спрофилируют одну впадину заготовки. После этого заготовка отводится от инструмента, следует её возврат в исходное положение (движение  ) и деление на зуб. Принципиальная кинематическая схема зуборезного станка для нарезания гипоидных и конических колес с круговыми зубьями подобна схеме зубофрезерного станка с той лишь разницей, что вместо резцов используется зуборезная головка.
) и деление на зуб. Принципиальная кинематическая схема зуборезного станка для нарезания гипоидных и конических колес с круговыми зубьями подобна схеме зубофрезерного станка с той лишь разницей, что вместо резцов используется зуборезная головка.
Обработку зубьев можно осуществлять как двусторонней, так и односторонними резцовыми головками. При обработке зубьев двусторонней головкой наружные резцы формируют вогнутые стороны зубьев заготовки, а внутренние – выпуклые стороны. В зависимости от типа производства используют 3 способа нарезания зубьев шестерни и колеса.
При двойном двустороннем способе черновая и чистовая обработка зубьев шестерни и колеса осуществляется двусторонними резцовыми головками. Способ отличается сравнительно высокой производительностью, однако, пятно контакта в передаче получается сильно локализованным по длине зубьев из-за разницы радиусов r и R, на которых располагаются режущие кромки внутренних и наружных резцов (рис. 4.8.).

Рис. 4.8. – Схема зацепления зубьев, обработанных двусторонней головкой.
Управление длиной пятна контакта при этом способе формообразования зубьев невозможно. Вследствие этого способ применяют для мелкомодульных колес с небольшой шириной венца и при изготовлении неответственных зубчатых колес в единичном производстве.
При одностороннем способе черновая обработка шестерни и колеса осуществляется двусторонней головкой, а чистовая обработка выпуклых и вогнутых сторон зубьев сопряженных колес производится раздельно односторонними головками. Наряду с достоинствами – высокой точностью обработки, простотой управления длиной пятна контакта, способ имеет существенный недостаток – низкую производительность, т.к. каждое колесо нарезается в 3 установа.
При двусторонне-одностороннем (простом двустороннем) способе чистовое нарезание зубьев шестерни осуществляется последовательно двумя односторонними головками, а чистовое нарезание зубьев колеса – двусторонней головкой за 1 установ. Черновая прорезка впадин у шестерней колеса производится двусторонними головками. Данный способ производительней, чем односторонний, и позволяет управлять длиной пятна контакта. Этот способ применяют для изготовления высококачественных конических колес в массовом производстве.
Для повышения производительности был разработан способ изготовления полуобкатных передач. Зубья колеса 1 в такой передаче нарезают методом копирования двусторонней головкой. В результате они имеют трапецеидальный профиль (рис. 4.9.). Зубья шестерни 2 нарезают методом обката при раздельной чистовой обработке выпуклых и вогнутых сторон. При этом изменение профиля зуба колеса компенсируется изменением профиля зуба шестерни. Для этого на станке имеется специальный механизм модификации обката.

Рис. 4.9. – Схема зацепления колес полуобкатной передачи.
Преимущество полуобкатных передач по сравнению с обкатным в том, что обработка зубьев колеса осуществляется более производительно. В основном это относится к чистовому нарезанию, которое осуществляется в 3-5 раз быстрее. Полуобкатные передачи применяют, если передаточное число пары 3:1 и более.
При изготовлении колес с циклоидальными зубьями формообразование впадины обеспечивается согласованием угловой скорости вращения  заготовки со скоростями вращения инструмента вокруг его оси (главное движение резания ) и оси производящего колеса (движение
заготовки со скоростями вращения инструмента вокруг его оси (главное движение резания ) и оси производящего колеса (движение  ). Таким образом, обработка ведется по методу обката с непрерывным делением. Зуборезная головка содержит N групп резцов. В каждой группе по 2 резца – один наружный и один внутренний. Резцы каждой группы последовательно прорезают одну из впадин колеса. За один оборот головки формируется n впадин. За 1 рабочий ход (поворот инструмента вокруг оси производящего колеса) формируются все зубья заготовки. Для обеспечения высокой точности шага зубьев число групп резцов не должно быть кратно числу зубьев заготовки. Метод отличается высокой производительностью, т.к. отсутствуют потери времени на деление и вспомогательные ходы.
). Таким образом, обработка ведется по методу обката с непрерывным делением. Зуборезная головка содержит N групп резцов. В каждой группе по 2 резца – один наружный и один внутренний. Резцы каждой группы последовательно прорезают одну из впадин колеса. За один оборот головки формируется n впадин. За 1 рабочий ход (поворот инструмента вокруг оси производящего колеса) формируются все зубья заготовки. Для обеспечения высокой точности шага зубьев число групп резцов не должно быть кратно числу зубьев заготовки. Метод отличается высокой производительностью, т.к. отсутствуют потери времени на деление и вспомогательные ходы.
Ответ на 16 вопрос –Резание лекция лекция 6
Силы резания при точении
Как указывалось выше, силу, действующую на инструмент, удобнее разложить на три направления (рис. 30.).
Pz - окружная сила (главная составляющая),

Рис. 29. Размеры срезаемого слоя при продольном точении. 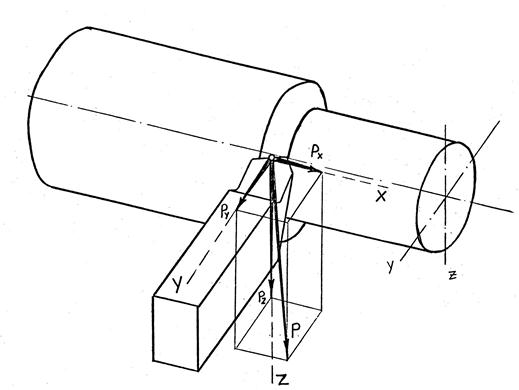
Рис. 30. Силы резания при точении и ее составляющие.
Py - радиальная сила,
Px - осевая сила (сила подачи).
Реакция окружной силы Pz создает крутящий момент резания
 , кгс×м.
, кгс×м.
По окружной силе Pz, рассчитывают эффективную мощность станка Nе. (мощность на шпинделе станка)
 , квт.
, квт.
Силы Pz и Px изгибают резец. Реакция силы Py изгибает деталь. Силы Pz, Py и Px в общем случае неодинаковы. Главный угол в плане j изменяет соотношение  . При j
. При j  = 45° и l = 0°, Pz : Py : Px = 1 : 0,5 : 0,3
= 45° и l = 0°, Pz : Py : Px = 1 : 0,5 : 0,3
Влияние различных факторов на силы резания
а) режимов резания
При увеличении глубины резания растет площадь сечения срезаемого слоя, что вызывает возрастание всех составляющих силы резания. Причем глубина резания влияет сильнее, нежели подача. Связь между Pz, Ру, Px и t,s записывается в общем виде следующим образом:
 , где xp > yp
, где xp > yp
Изменение скорости резания на составляющие силы резания влияет так, как оно влияет на коэффициент усадки стружки. При резании материалов, не склонных к наростообразованию, силы резания монотонно убывают с увеличением скорости; резания (рис. 31.).
б) геометрические параметры
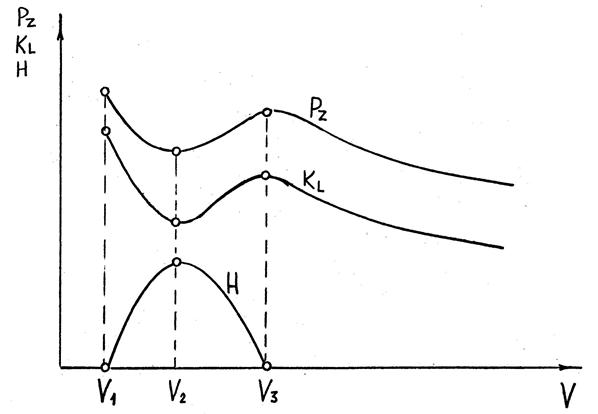
Рис. 31. Схема влияния скорости резания на высоту нароста Н, коэффициент усадки стружки К и силу Р.
Значительное влияние на силы резания оказывают передний угол g, главный угол в плане j, радиус переходного лезвия r и угол l.
Уменьшение переднего угла увеличивает коэффициент усадки стружки и работу стружкообразования. Это приводит к увеличению всех составляющих силы резания, причем в большей степени осевой силы Рх (рис. 32.).
Задний угол, если он больше 8-10°, не оказывает практического влияния на Pz , Pу и Px.
Угол наклона главного лезвия l изменяет положение передней поверхности, увеличивает рабочую длину главного лезвия. На силу Pz угол l влияет сравнительно мало. Только при l > 30° наблюдает некоторое увеличение силы Pz. Но так как практически l = ±10°, то его влияние на силу Pz можно пренебречь. При переходе от отрицательных углов l к положительным Ру возрастает, а Px уменьшается.
При увеличении главного угла в плане j при постоянной глубине и подаче уменьшается отношение  , что приводит к уменьшению силы Pz, что особенно проявляется при работе резцом без переходной режущей кромки.
, что приводит к уменьшению силы Pz, что особенно проявляется при работе резцом без переходной режущей кромки.
Силы Ру и Px являются проекциями горизонтальной составляющей Pху по оси X и Y (рис. 32.). Поэтому увеличение угла j приводит к увеличению силы Pх и уменьшению силы Py (риc. 33.).
Увеличение радиуса переходного лезвия r вызывает уменьшение переходных углов в плане в различных точках лезвия, вследствие этого силы Pz и Py увеличиваются, причем сила Рz в меньшей степени, а сила Рx - уменьшается (рис 34.).
Обрабатываемый материал
Увеличение прочности, твердости обрабатываемого материала приводит к увеличению сил резания, так как при этом возрастают напряжения на основной плоскости сдвига.

Рис. 32. Влияние переднего угла на силы Рz, Рy, Рx при точении (сталь 40, j = 60°, t = 4 мм, s = 0,285 мм/об, V = 40 м/мин)
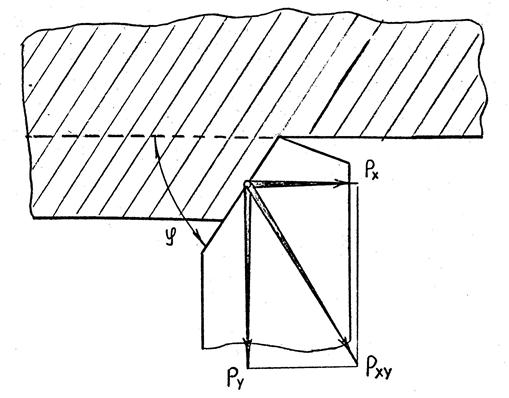
Рис. 32. Горизонтальные составляющие силы резания при точении и их равнодействующая.

Рис. 33. Влияние главного угла в плане на силы Ру, Рх при точении (сталь 45, t = 3 мм, s = 0,6 мм/об.)

Рис. 34. Влияние радиуса закругления переходного режущего лезвия на составляющие силы резания.
Дата добавления: 2015-04-21; просмотров: 402; Мы поможем в написании вашей работы!; Нарушение авторских прав |