КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Хонингование зубчатых колес
Процесс зубохонингования заключается в совместном обкате заготовки и инструмента – зубчатого колеса, изготовленного из эпоксидной смолы или каучука с добавлением абразивного порошка. Внешне процесс зубохонингования сходен с процессом шевингования. Закаленное зубчатое колесо 1 зацепляется с зубчатым хоном 2 при угле скрещивания осей  (рис. 3.23.).
(рис. 3.23.).
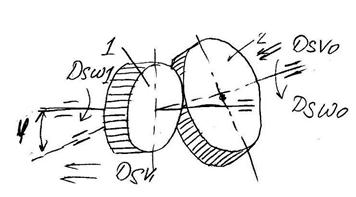
Рис. 3.23. – Схема зубохонингования
Заготовке сообщается возвратно-поступательное движение подачи  вдоль оси, направление вращения инструмента меняется после каждого двойного хода заготовки. Для интенсификации процесса в ряде станков предусмотрено колебательное (осциллирующее) движение
вдоль оси, направление вращения инструмента меняется после каждого двойного хода заготовки. Для интенсификации процесса в ряде станков предусмотрено колебательное (осциллирующее) движение  инструмента вдоль его оси. Также, как и при шевинговании, нагружение пары осуществляется в радиальном или окружном направлениях. Число зубьев хона не должно быть кратно числу зубьев обрабатываемого колеса.
инструмента вдоль его оси. Также, как и при шевинговании, нагружение пары осуществляется в радиальном или окружном направлениях. Число зубьев хона не должно быть кратно числу зубьев обрабатываемого колеса.
Рекомендуемая окружная скорость при обработке – 5-15 м/с. Скорость движения подачи заготовки 300-600 мм/мин, количество рабочих ходов заготовки – от 4 до 6. Время обработки колеса – от 30 до 60 сек. Рекомендуемые припуски при зубохонинговании 0,02-0,03 мм на сторону зуба. Поэтому специально припуски на зубохонингование не оставляют. Наиболее эффективной СОЖ при зубохонинговании является керосин.
Зубохонингованием достигаются:
1) Устранение заусенцев и забоин на поверхностях зубьев, возникающих при термической обработке и транспортировке колес;
2) Уменьшение шероховатости поверхностей зубьев шевингованных и шлифованных колес;
3) Незначительное повышение точности зубчатого венца.
Температура в зоне контакта зубчатого хона с заготовкой невысока, поэтому на поверхностях зубьев не образуются прижоги и микротрещины. Это сохраняет твердость и структуру поверхностного слоя зубьев. Процесс зубохонингования рекомендуется использовать в крупносерийном и массовом производстве зубчатых колес.
Дата добавления: 2015-04-21; просмотров: 412; Мы поможем в написании вашей работы!; Нарушение авторских прав |