КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Порядок выполнения работы. 3.1. Изучить методику расчета технологического процесса изготовления поковки.
3.1. Изучить методику расчета технологического процесса изготовления поковки.
3.2. Произвести расчет изготовления поковки согласно полученному заданию.
3.3. Составить отчет о работе.
Пример. Заготовка (поковка) изготовлена методом горячей объемной штамповки на горизонтально-ковочной машине (ГКМ). Годовой объем выпуска деталей – 180000 шт. Необходимо определить расчетные размеры заготовки (поковки)?
1. Степень сложности С1 - определяют по формуле (2.2);
2. Точность изготовления поковки – класс 1, по заданию;
3. Группа стали – М1 – в зависимости от марки стали;
4. НВ 241…245;
5. Радиусы закруглений внешних углов R = 4мм (по табл. 2.5)
6. Штамповочные уклоны 5о (по табл. 2.2)
7. Допуск соосности поверхностей А, Б и В относительно базовой оси заготовки 1,6 (по табл. 2.3)
8. Рабочий чертеж детали – вал (по заданию)
Решение. Устанавливаем тип производства по годовому объему выпуска изделий и массе детали по рабочему чертежу. Тип производства - массовый.
Припуски на номинальные размеры детали назначают по формуле (2.1) и нормативным таблицам (Приложение А). Припуски на обработку заготовок, изготавливаемых горячей объемной штамповкой, зависят от массы, класса точности, группы стали, степени сложности и шероховатости поверхности заготовок.
На основании принятых припусков на размеры детали определяем расчетные размеры заготовки (поковки):
Dр80 = Dн + 2z = 80 + 4,8 = 84,8мм;
Dр70 = Dн + 2z = 70 + 5,4 = 75,4мм;
Lр250 = LД + 2z = 250 + 4,4 = 254,4мм;
Lр200 = LД + z = 200 + 2,2 = 202,2мм;
Lр50 = LД + z = 50 + 1,9 = 51,9мм.
Предельные отклонения (допуски) на размеры заготовки определяем по табличным нормативам (ГОСТ7505-74), (Приложение Б).
Допуски на размеры штампованной заготовки повышенной точности – по (Приложение Б).
84,8(  ); 75,4( ); 254,4(
); 75,4( ); 254,4(  ); 202,2( ); 51,9( ), мм.
); 202,2( ); 51,9( ), мм.
По принятым размерам, допускам, штамповочным уклонам, радиусам скруглений и другим параметрам разрабатывается эскиз на штампованную заготовку с техническими требованиями на изготовление, который является исходным для дальнейших расчетов (рис. 2.2).
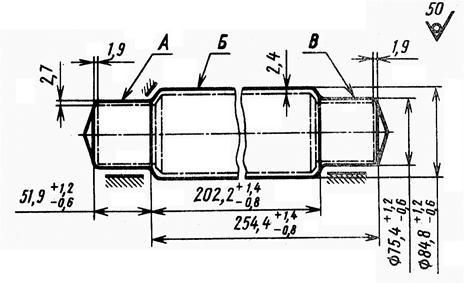
Рис. 2.2. Рабочий чертеж заготовки (поковки)
Для определения объема штампованной заготовки рекомендуется условно разбивать фигуру заготовки на отдельные простые элементы и проставить на них размеры с учетом плюсовых допусков (рис.2.3).
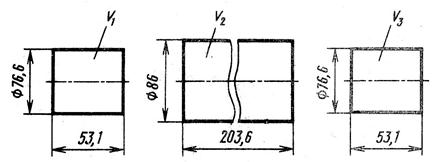
Рис. 2.3. Элементы заготовки для определения объема
Определяют объем отдельных элементов заготовки: V1, V2, V3. Фигура заготовки состоит из двух одинаковых объемов: V1 и V3.
2V1 = 2(  ) = 2(
) = 2(  ) = 489,16см3;
) = 489,16см3;
V2 =  =
=  = 1182,073см3.
= 1182,073см3.
Общий объем заготовки
Vо = 2V1 + V2 = 489,16 + 1182,073 = 1671,23см3.
Масса штампованной заготовки
Gз.ш =γVо = (0,00785 х 1671,23) = 13,12кг. (2.3)
Принимая неизбежные технологические потери (угар, облой и т.д.) при горячей объемной штамповке равными 10%, определим расход материала на одну деталь
Gз.п = Gз.ш (100 + Пш)/100 = 13,12(100 + 10)/100 = 14,43кг,
где Пш – потери при штамповке, %.
Коэффициент использования материала на штампованную заготовку
Ки.м = GД/Gз.п = 10,8/14,43 = 0,75.
При изготовлении заготовок, подвергающихся нагреву, допускается увеличение припуска на сторону обрабатываемой поверхности:
Масса поковки, кг До 2,5 2,5-6 ≥ 6
Увеличение припуска, мм. 0,5 0,8 1
Величину припуска на механическую обработку стальных поковок общего назначения, изготовляемых горячей объемной штамповкой на разных видах кузнечно-прессового оборудования определяют по табличным нормативам согласно массе заготовки, габаритным размерам, шероховатости обрабатываемых поверхностей и другим конструкторским элементам детали и техническим требованиям на изготовление (Приложение А).
Дата добавления: 2015-04-16; просмотров: 297; Мы поможем в написании вашей работы!; Нарушение авторских прав |