КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Классификация и структура текущих расходов железнодорожных предприятий. 2 страница
Следует принимать меры против попадания брызг присадочного металла или металлической ванны на основной металл. Брызги - потенциальные очаги МКК или появления межкристаллитных трещин на основном металле в месте приварки брызг.
Коррозионная стойкость сталей и сварных швов во многом определяется состоянием их поверхности. Полированные стали обладают более высокой стойкостью против жидкостной коррозии. Шов с гладкой мелкочешуйчатой поверхностью превосходит по общей коррозионной стойкости шов, имеющий грубую неровную поверхность. В этом еще одно преимущество механизированной сварки, особенно под флюсом.
При сварке многопроходных швов нет необходимости заполнять все сечение разделки металлом, обладающим требуемой стойкостью против МКК. Достаточно, если только поверхностные швы (валики), соприкасающиеся с агрессивной средой, будут стойкими против МКК и общей коррозии.
Не допускается повреждение поверхности стали и швов. Поэтому категорически запрещается возбуждать дугу не на шве.
Аустенитные стали обладают большим омическим сопротивлением и низкой теплопроводностью. Поэтому необходимо выполнять их сварку при уменьшенном по сравнению с обычными сталями вылете электрода (при ручной дуговой сварке - укороченные электроды). Низкая теплопроводность обуславливает большое коробление сварной конструкции, поэтому необходимо стремиться, по возможности, к односторонней сварке швами симметричного сечения при сквозном проплавлении кромок. Остатки шлаковой корки на поверхности швов и в около- шовной зоне после сварки необходимо тщательно удалить. Очистка пневмозубилом и другими способами, при которых образуются вмятины и забоины на металле шва, нежелательны.
2.5.4. Металлургические особенности сварки
Коррозионная стойкость аустенитного шва определяется его композицией, достаточным содержанием в нем легирующих элементов (хром), стабилизаторов (титан, ниобий), ферритизаторов (алюминий, ванадий, кремний). Поэтому главной особенностью металлургии сварки коррозионностойких сталей является создание надежных условий для усвоения указанных элементов сварочной ванной.
Коррозионностойкие стали надлежит сваривать с использованием неокислительных флюсов и покрытий электродов. В случае газовой защиты (аргоном, гелием, СО2 или его смесями) необходимо обеспечивать надежную изоляцию сварочной ванны от атмосферного воздуха. Заслуживает внимания сварка в вакууме (электроннолучевая).
Коррозионная стойкость сварного шва, при прочих равных условиях, определяется содержанием в нем углерода. Каждая сотая доля процента углерода имеет определяющее значение. В случае шлаковой защиты недопустимо наличие углерода во флюсе или в покрытии электродов. Желательно сведение к минимуму содержания в них карбонатов кальция, магния. Запрещается использование сварочной проволоки со следами графитовой или углеродосодержащей смазки. Свариваемые кромки должны быть тщательно очищены от следов масла, краски.
2.5.5. Технология сварки
Сварка под флюсом является ведущим технологическим процессом в производстве химической и нефтезаводской аппаратуры из коррозионностойких аустенитных сталей толщиной от 3 до 50 мм. Замена ручной сварки этих сталей сваркой под флюсом дает возможность упростить и удешевить подготовку кромок под сварку (аустенитные стали дороги и труднообрабатываемы), сократить расход дорогостоящей ау- стенитной проволоки. Сварка под флюсом обеспечивает хорошее формирование сварных швов с гладкой мелкочешуйчатой поверхностью и плавным переходом к основному металлу, отсутствие брызг на поверхности стали. Это очень важно, так как углубления между чешуйками, подрезы и места приваривания брызг часто являются очагами коррозии. Легирование шва при сварке коррозионностойких аустенитных сталей может производится через проволоку или флюс. Предпочтительнее - через проволоку. Bœ флюсы подлежат обязательному контролю на углерод, содержание которого не должно во флюсе превышать 0,04 %. Bо избежание образования пор в швах флюсы надо прокаливать при температуре 500900 ОС в течение 1-2 часов. Техника и режимы сварки под флюсом коррозионностойких аустенитных сталей и аустенитно-ферритных сталей практически такие же, как и при сварке обычных сталей.
Ручная дуговая сварка. Главными особенностями ручной дуговой сварки коррозионностойких аустенитных сталей являются: преимущественное применение электродов с фтористокальциевым или так называемым основным покрытием; преимущественное использование постоянного тока обратной полярности (плюс на электроде); сварка короткой дугой без поперечных колебаний конца электрода; сварка сравнительно короткими электродами на небольших токах. B соответствии с ГОСТ 10052-62 типы электродов для сварки коррозионностойких аустенитных сталей обозначаются индексом ЭA-1, а аустенитно- ферритных - ЭAФ-1. Режимы сварки аустенитных сталей характерны тем, что отношение величины тока к диаметру электрода не превышает 25-30 а/мм. При сварке аустенитными электродами в вертикальном или потолочном положениях ток уменьшают на 10-30 % по сравнению со сваркой в нижнем положении.
Сварка в аргоне и гелии. При сварке в инертных газах происходит наиболее высокое усвоение легирующих элементов металла шва, чем достигается повышенная стабильность его коррозионных свойств. Находит применение сварка в инертных газах (аргоне, гелии, их смесях) неплавящимся вольфрамовым электродом с присадочным материалом и без него, плавящимся электродом, ручная и механизированная. Aргоно- дуговая сварка вольфрамовым электродом производится постоянным током прямой полярности (минус на электроде). Сварку плавящимся электродом коррозионностойких аустенитных сталей и сплавов следует выполнять на токе выше критического, обеспечивающего струйный перенос электродного металла. При этом исключается разбрызгивание расплавленного металла и образование очагов коррозии в местах приварившихся брызг.
Сварка в углекислом газе. При сварке в СО2 происходит науглероживание металла шва на 0,02-0,04 %. Этого достаточно для резкого снижения коррозионной стойкости шва, если не принять специальных мер для нейтрализации углерода. Стандартные электродные проволоки, выпускаемые по ГОСТ 2246-60, не обеспечивают требуемой коррозионной стойкости шва. Для сварки в СО2 сталей типа 18-10 и 18-12 разработаны специальные проволоки 08X20Н9С2БТЮ (ЭП156) и 08X25Н13БТЮ (ЭП389), успешно применяемые в промышленности.
Недостатком сварки в СО2 применительно к коррозионностойким аустенитным сталям является довольно интенсивное разбрызгивание (10-12 %) и образование очагов коррозии в месте приваривания брызг к металлу. Использование тонкой проволоки и сварка на малых вылетах электродах уменьшают разбрызгивание. Чтобы брызги не приваривались к металлу, рекомендуется околошовную зону перед сваркой покрывать меловым раствором, замешанным на воде, или концентратом барды жидким (например, по а.с. №239013).
Электроннолучевая сварка. Bажной технологической особенностью этого способа является возможность получения швов с очень малым коэффициентом формы и минимальным термическим воздействием сварочного нагрева на основной металл в околошовной зоне. Сварные соединения отличаются повышенной стойкостью против коррозии. Электроннолучевую сварку следует применять там, где получить надежно работающую конструкцию с помощью обычных способов сварки нельзя.
Сварка двухслойных сталей. Двухслойные стали Ст3 + Х18Н10Т широко применяются в качестве коррозионностойких в химическом и нефтехимическом производстве.
Сварка основного слоя двухслойной стали производится по обычной для данной конструкционной стали технологии (под флюсом, покрытыми электродами, электрошлаковой и др.), а коррозионностойкого слоя - в один или несколько проходов (в зависимости от его толщины). Выбор сварочной проволоки, электродов и флюсов производится в зависимости от химического состава коррозионного слоя. Например, проволока Св-07Х25Н13 с флюсами АН-26, АНФ-14, 48-ОФ-10, если требования к металлу шва по стойкости к межкристаллитной коррозии не предъявляются, проволока 08Х25Н13БТЮ (ЭП389) с флюсами АН-26, 48-ОФ-10, АНФ-14, если требования к металлу шва по стойкости против МКК предъявляются жесткие.
Чтобы обеспечить минимальное разбавление аустенитного и не- аустенитного металла при переходе от основного слоя к облицовочному и наоборот, сварку производят с применением мер, обеспечивающих наименьшее проплавление нижележащего слоя, например, сварку сдвоенным или ленточным электродом, сварку на спуск и т. д.
Термообработку конструкций и изделий из биметалла обычно не производят. Но, если термообработка необходима, она должна выполняться с учетом обеспечения требуемой коррозионной стойкости облицовочного слоя.
2.6. Сварка жаростойких сталей
2.6.1. Основные свойства и особенности сварки
Скорость окисления металла зависит в основном от трех факторов: состава среды, рабочей температуры изделия и защитных свойств окисной пленки, образующейся на металле (сплаве, сварном шве), которые, в свою очередь, определяются его химическим составом.
Пористая или рыхлая окисная пленка защитными свойствами не обладает. Жаростойкость сплава и сварных соединений зависит также от их качества, состояния поверхности, структуры металла и т. д.
При контакте с кислородсодержащей средой происходит, в основном, общая коррозия металла с образованием на поверхности слоя сложных окислов. При наличии в газовой атмосфере сернистых соединений (БО2, Н2Б и др.), помимо общей газовой коррозии, возможно поражение аустенитных сталей, сплавов и сварных швов межкристаллит- ной газовой коррозией. Причиной этого рода коррозии является проникновение в глубь металла по границам зерен легкоплавкой сульфидной эвтектики М-М3Б2.
Марганец (до 6-8 %) повышает стойкость швов против межкри- сталлитной газовой коррозии, вызванной наличием сернистых соединений в рабочей атмосфере.
Жаростойкие аустенитные стали и сварные швы подвержены газовой коррозии в средах, соединениях У205 и других, и науглероживанию в цементационных средах. Легирование сплава хромом в количестве 35-60 % предупреждает ванадиевую коррозию. Для предупреждения науглероживания сплавы легируют кремнием в пределах 2-3 %.
Во всех случаях независимо от агрессивной среды требуемая жаростойкость сварного соединения достигается максимальным приближением композиции шва к композиции основного металла.
Высокая жаростойкость аустенитных сталей, сплавов и сварных швов определяется их композицией и, прежде всего, положительным действием хрома, кремния, алюминия. Важную роль играет никель. Увеличение количества этих элементов в металле шва улучшает защитные свойства окисной пленки, благодаря повышению в ней содержания шпинелей N10 (Сг, Fe)2 О3, FeO А12О3 и плотного окисла БЮ2.
Из элементов, применяемых для легирования шва при сварке ау- стенитных сталей, ванадий и бор вызывают падение жаростойкости. Другие элементы - вольфрам, марганец, а также молибден при относительно небольших его количествах (2-3 %) мало влияют на жаростойкость аустенитных швов. Большинство жаростойких сталей и сплавов имеют стабильноаустенитную структуру и в процессе нагрева (охлаждения), а также при сварке фазовых превращений не претерпевают, кроме дисперсионного твердения, связанного с образованием карбидов Сг, Fe, Т1, N и интерметаллидов типа М3 (А1, Т1).
Наибольшую пластичность жаростойкие аустенитные стали, сплавы и сварные швы приобретают после аустенизации при высоких температурах (1100-1200 °С). При длительной эксплуатации в интервале температур 600-800 °С пластичность их заметно снижается вследствие старения.
Жаростойкие аустенитные стали и сплавы относятся к трудносва- риваемым вследствие повышенной склонности швов и околошовной зоны к горячим трещинам. Исключение составляют двухфазные аусте- нитно-ферритные стали типа Х25Н13.
При сварке изделий повышенной жесткости, особенно из литых сталей и сплавов, например 4Х18Н25С2, легированных большими количествами кремния, углерода, алюминия, хрома, возможно образование холодных трещин. Предупреждение образования холодных трещин в шве и околошовной зоне достигается путем подогрева свариваемых кромок до 200-250 °С. Чем больше жесткость изделия и ниже пластичность свариваемого сплава и металла шва, тем выше должен быть подогрев.
Значительно сложнее задача предотвращения образования горячих трещин в шве и околошовной зоне. Высокая прочность и жаростойкость большинства жаростойких аустенитных сталей и сплавов достигается легированием их кремнием, алюминием, углеродом, ниобием, титаном, которые в определенных концентрациях являются возбудителями горячих трещин в аустенитных швах. Поэтому для предупреждения образования горячих трещин в швах сварщики вынуждены прибегать к изменению композиции металла шва часто даже в ущерб его жаростойкости и другим характеристикам.
Сварные соединения из жаростойких аустенитных сталей и сплавов желательно подвергать аустенизации при температуре 1100-1200 °С или высокотемпературному отжигу при температуре 900-950 °С для снятия сварочных напряжений.
Дуговая сварка жаростойких аустенитных сталей и сплавов производится на постоянном токе обратной полярности, сварка неплавя- щимся вольфрамовым электродом в аргоне, гелии - на токе прямой полярности, электрошлаковая сварка - на переменном токе. Остальные требования в части оборудования, источников питания, режимов и техники сварки при сварке жаростойких аустенитных сталей и сплавов такие же, как и при сварке жаропрочных аустенитных сталей.
2.6.2. Технология сварки
Наибольшее применение получила ручная дуговая сварка покрытыми электродами и в нейтральных защитных газах (аргоне, гелии). Применяется также механизированная сварка под флюсом, контактная точечная, шовная, электрошлаковая.
Ручная дуговая сварка покрытыми электродами. Сварку рекомендуется выполнять ниточными швами (без колебаний электрода) короткой дугой на постоянном токе обратной полярности. Электрод диаметром 3 мм с точки зрения трещин следует считать оптимальным. Обязательной является заплавка кратеров частыми короткими замыканиями. Bо всех случаях сварка покрытыми электродами производится с минимальным проплавлением основного металла. B остальном техника подготовки кромок и сварки такая же, как и при сварке аустенитных сталей и сплавов.
Сварка под флюсом. Сварку жаростойких аустенитных сталей рекомендуется выполнять двухфазными аустенитно-ферритными проволоками типа X25Н13 (Св-07X25Н13, Св-08X2Н12БТЮ) под низкокремнистыми флюсами A^26, AНФ-14, AНФ-16, 48-ОФ-10. Флюсы перед употреблением прокалить при температуре 500-900 ОС в течение 1-2 часов.
Сварка в среде защитных газов. B качестве газов для этой сварки применяют аргон, гелий, углекислый газ, азот и смеси, например, Ar + 3,5 % О2, Ar + СО2 и т. д. Сварку швов, содержащих легкоокисляющие- ся элементы, такие, как алюминий, титан, следует выполнять в атмосфере нейтральных газов (аргон, гелий).
Сварочные проволоки, используемые для сварки под флюсом, могут быть использованы и для сварки в СО2, и как присадка (например, Св-07X25Н13, Св-13X25Н18, Св-08X25Н12БТЮ). Mожно применять и лапшу, нарезанную из свариваемого металла.
Глава 3. Сварка разнородных металлов и сплавов
3.1. Сварка разнородных сталей
3.1.1. Особенности сварки
B сварных конструкциях могут использоваться соединения сталей одного структурного класса разного легирования или разного структурного класса (перлитные стали с аустенитными хромоникелевыми или мартенситно-ферритными хромистыми).
При изготовлении конструкций из разнородных сталей может использоваться большинство существующих методов сварки. Наибольшее распространение получила ручная дуговая сварка. Перспективно внедрение автоматической сварки под флюсом. Иногда может быть использована ЭШС. Применительно к выполнению сварных соединений разнородных перлитных сталей и перлитных сталей с высокохромистыми широкие возможности имеет сварка в СО2, а для сварных соединений разнородных аустенитных сталей - сварка в среде аргона.
Bœ большее распространение при изготовлении конструкций из разнородных сталей находит сварка трением, электроннолучевая сварка, диффузионная сварка, сварка давлением в вакууме.
Режимы сварки плавлением разнородных сталей обычно принимаются близкими к режимам для сварки сталей одного легирования при использовании тех же сварочных материалов.
При сварке разнородных сталей, кроме общих положений свариваемости, должны учитываться следующие дополнительные факторы, определяющие выбор основного и присадочного материалов и работоспособность изделия:
- изменение состава шва в участках, примыкающих к основному металлу другого легирования, чем наплавленный металл;
- развитие в зоне сплавления разнородных материалов малопрочных и хрупких кристаллизационных и диффузионных прослоек;
- наличие остаточных сварочных напряжений в соединениях разного структурного класса, которые не могут быть сняты термической обработкой.
Указанные факторы обуславливают развитую химическую, структурную и механическую неоднородность сварных соединений.
3.1.2. Неоднородность металла сварного шва
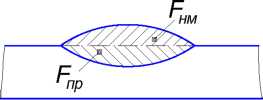
Химический состав различных слоев металла шва можно подсчитать, зная для каждого слоя доли участия наплавленного и проплавленного металлов. При наплавке (рис. 3.1, а) содержание элемента в первом и п-ном слоях соответственно определяется по формулам:
Сш = (1 - ®)СНМ + 0Спр;
Спш = СсН - (СНм - Спр )0п,
где СНм - содержание элемента в наплавленном металле с учетом его перехода из электродного стержня, покрытия или флюса, а также угара элемента при сварке;
Спр - содержание элемента в проплавленном основном металле;
| 0 = |
| 1 1 1 НМ ^ 1 пр |
| - доля основного металла в шве. |
| ^~нм |
| Рис. 3.1. Схемы определения состава шва: а - наплавка валика; б - однослойный стыковой шов; в - корневой слой стыкового соединения |
| а |
| F1 F 2 пр пр |


Содержание элемента в однослойном стыковом шве (рис. 3.1, б) или корневом слое многопроходного шва (рис. 3.1, в)
| ~і2 пр |
где Спр - содержание элемента в стали 1; С]р - содержание элемента в стали 2;
пр пр
1 НМ + Кр + 1пр
г = ~Пт - степень проплавления одной из кромок относительно
^пр
другой в однослойном шве. Например, при сварке перлитной стали с аустенитной значение г для последней может быть равным 0,6.
В таблице 3.1 приведены обобщенные данные о доле участия перлитной и аустенитной сталей в шве для основных методов сварки плавлением и типов соединений.
Таблица 3.1 - Степени проплавленим свариваемых кромок сталей в зависимости от типа соединения и метода свари
| Тип соединения | Структурный класс стали | Доля участия 0 для сварки, % | |||
| ручная дуговая | под флюсом | неплавящимся ленточным электродом | электрошлаковая | ||
| Наплавка валика | перлитная | 15-40 | 25-50 | 8-20 | - |
| аустенитная | 25-50 | 35-60 | 15-25 | - | |
| Однослойные стыковые соединения | перлитная | 20-40 | 25-50 | - | 20-40 |
| аустенитная | 30-50 | 40-60 | - | 30-50 | |
| Корневые швы стыковых и угловых швов | перлитная | 25-50 | 35-60 | - | - |
| аустенитная | 35-60 | 40-70 | - | - |
При использовании методов сварки давлением с нагревом и оплавлением (например, точечной или шовной) состав литого ядра определяется соотношением проплавленных участков свариваемых деталей. Аустенитные стали с перлитными в этих случаях целесообразно сваривать на жестких режимах, обеспечивающих минимальное проплавление перлитной составляющей.
3.1.3. Зона сплавления сварных соединений
При выборе сварочных материалов и оценке работоспособности комбинированных сварных конструкций из разнородных сталей особое внимание должно уделяться зоне сплавления основного металла и шва разного легирования. Зона сплавления может быть вероятным участком развития хрупких разрушений во время изготовления и эксплуатации конструкций. Среди процессов, определяющих строение и свойства этой зоны, наибольшее значение имеют условия кристаллизации разнородных материалов и развитие в ней диффузионных прослоек переменного состава.
В результате незавершенности процессов смешивания наплавленного металла с основным при сварке вблизи границы сплавления со стороны шва возникают прослойки переменного состава между основным металлом и швом, условно называемые кристаллизационными. Протяженность этих прослоек обычно колеблется для разных условий сварки в пределах 0,2-0,6 мм.
Значительное влияние на строение зоны сплавления и свойства сварного соединения оказывает развитие в ней переходных прослоек, обусловленных миграцией углерода из нелегированной составляющей в составляющую, обогащенную энергичными карбидообразующими элементами. Эти прослойки возникают в сварных соединениях разнородных перлитных сталей и в соединениях перлитных сталей с мартен- ситными, ферритными и аустенитными сталями или швами. В зоне сплавления со стороны менее легированной стали или шва образуется обезуглероженная полоса, а со стороны легированной составляющей - науглероженная прослойка высокой твердости. Их протяженность растет с повышением разницы в легировании контактируемых материалов и достигает наибольшей величины в зоне сплавления углеродистой стали с аустенитной сталью или швом.
Интенсивность миграции углерода в зоне сплавления можно снизить, в первую очередь, за счет перехода от углеродистых сталей к низколегированным сталям с достаточным содержанием в них карбидообразующих элементов, необходимых для полного связывания углерода.
3.1.4. Свойства сварных соединений
При оценке свойств сварных соединений разнородных сталей наибольшего внимания заслуживает напряженное состояние в участках, примыкающих к зоне сплавления материалов с разными свойствами. Появление диффузионных прослоек в зоне сплавления приводит к повышению в последней объемного напряжения и увеличению хрупкости пограничных участков шва, что способствует развитию в условиях испытания при комнатной температуре малопластичных изломов.
Наличие диффузионных прослоек в зоне сплавления разнородных сталей может оказывать отрицательное влияние и на поведение сварных соединений при воздействии коррозии под напряжением в растворах щелочей и нитратов. Чем более развиты диффузионные прослойки, тем меньше время до разрушения образцов, работающих в коррозионных средах. Разрушение при этом обычно происходит по обезуглероженной прослойке со стороны менее легированной стали. Длительная прочность сварных соединений разнородных сталей при отсутствии диффузионных прослоек в зоне сплавления определяется соответствующими значениями ее для однородных соединений менее прочной стали. При наличии диффузионных прослоек длительная прочность рассматриваемых соединений может снижаться с развитием хрупких разрушений.
3.1.5. Остаточные сварочные напряжения
Распределение остаточных напряжений в сварных соединениях разнородных сталей непосредственно после сварки не отличается от обычно наблюдаемого в однородных сварных соединениях (рис. 3.2).
 Рис. 3.2. Эпюры остаточных напряжений в сварных дисках (исходное состояние после сварки): а - однородный аустенитный диск; б - разнородный диск с аустенитным ободом; в - разнородный диск с перлитным ободом
Рис. 3.2. Эпюры остаточных напряжений в сварных дисках (исходное состояние после сварки): а - однородный аустенитный диск; б - разнородный диск с аустенитным ободом; в - разнородный диск с перлитным ободом
|
Основным источником возникновения сварочных напряжений является в обоих случаях неравномерность разогрева изделия и жесткость соединяемых изделий.
Отпуск сварных конструкций из разнородных сталей одного структурного класса, также как и из сталей одного легирования, приводит к снятию остаточных сварочных напряжений, и влияние последних в отпущенных изделиях может не учитываться. Если свариваются стали разного структурного класса, то после отпуска в изделии неизбежно появление нового поля остаточных напряжений, обусловленных разностью термического расширения свариваемых элементов.
Анализ имеющихся расчетных и экспериментальных данных показывает, что уровень остаточных напряжений «отпуска» в первую очередь зависит от разности коэффициентов линейного расширения и свойств материалов, жесткости конструкции и температуры ее работы.
Для конструкций из разнородных сталей, работающих при более высоких температурах, в дополнение к основному расчету прочности от действия внешних нагрузок должен производиться также расчет от суммарного воздействия рабочих, остаточных и температурных напряжений. Основное внимание при этом должно уделяться возможности развития в изделии знакопеременных пластических деформаций во время циклических изменений температуры.
3.2. Сварка разнородных сталей одного структурного класса
3.2.1. Сварка перлитных сталей
При сварке перлитных сталей разного легирования между собой целесообразно использовать сварочные материалы, применяемые обычно для менее легированной стали. Рекомендации по выбору электродных материалов приведены в таблице 3.2.
При ручной дуговой сварке следует использовать электроды с фтористо-кальциевым покрытием, обеспечивающие высокую стойкость металла шва против кристаллизационных трещин и достаточную прочность сварного соединения.
Технологические режимы сварки и прежде всего температуру подогрева желательно выбирать близкими к требуемым для более легированной стали.
При относительно небольшой разнице в легировании свариваемых перлитных сталей предельная рабочая температура сварного стыка может быть допущена близкой к предельной для менее легированной стали. Механические свойства и длительная прочность таких соединений находятся на уровне свойств сварных соединений однородных сталей.
Таблица 3.1 - Выбор сварочных материалов для сварки разнородных перлитных сталей
| Предельная температура работы | Марки свариваемых сталей | Метод сварки | Сварочные материалы | Режим термической обработки | |
| 400-450 °С | 20, 30 и другие малоуглеродистые | 15ХМ, 12МХ, 20ХМА, 30ХМА | ручная дуговая | электроды Э42А | без отпуска или отпуск при температуре 630-650 °С |
| под флюсом | проволока Св-08А | ||||
| Среднеуглеродистые и низколегированные конструкционные | в С02 | проволока Св-08Г2С | |||
| 350-400 °С | 12Х1МФ, 15Х1М1Ф, 25Х3ВМФ, Х5М, Х5МФ | ручная дуговая | электроды Э-ХМ | отпуск при температуре 670-700 °С | |
| под флюсом | проволока Св-10ХМ | ||||
| 500 °С | 15ХМ, 20ХМЛ 12МХ | в С02 | проволока Св-08ХГСМА |
3.2.1. Сварка аустенитных и аустенитно-ферритных сталей
При выборе сварочных материалов для сварки разнородных ау- стенитных сталей необходимо прежде всего учитывать склонность ау- стенитных швов наиболее распространенных составов к образованию горячих трещин при сравнительно небольшом отклонении легирования от оптимального. Рекомендации по выбору сварочных материалов приведены в таблице 3.3. Для предварительной оценки пригодности тех или иных сварочных материалов целесообразно использовать деление ау- стенитных сталей по свариваемости на две группы. К первой группе относятся наиболее распространенные аустенитные стали, у которых содержание основного легирующего элемента - Сг превышает или близко к содержанию N1. Эти стали могут свариваться аустенитно-ферритными сварочными материалами. Вторая группа охватывает стали с повышенным запасом аустенитности, у которых содержание N1 превосходит содержание Сг.
Если свариваются между собой разнородные стали первой группы, то могут использоваться аустенитно-ферритные электродные материалы как для той, так и для другой стали. В этом случае металл шва по содержанию основных легирующих элементов будет сравнительно мало отличаться от наплавленного и поэтому при обычных долях участия основного металла в шве при сварке можно обеспечить в последнем ау- стенитно-ферритную структуру. Выбор легирования аустенитно- ферритного наплавленного металла определяется условиями работы конструкции и требованиями к ее термической обработке. Если отношение Сг / N1 в стали близко к 1, то во избежание появления горячих трещин сварку корневых слоев желательно производить электродами с повышенным содержанием ферритной фазы.
Дата добавления: 2014-12-03; просмотров: 339; Мы поможем в написании вашей работы!; Нарушение авторских прав |