КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Тема лекции. Электроснабжение сварочных машин
Согласным называется такое включение, когда потоки само- и взаимоиндукции направлены в одну сторону, встречным — когда в разные стороны.

(согласное включение)
 и
и  — собственные магнитные потоки первой и второй катушек (потоки самоиндукции).
— собственные магнитные потоки первой и второй катушек (потоки самоиндукции).
Направление потоков определяем по правилу охвата правой руки.
 — магнитный поток первой катушки, который пронизывает витки второй (поток взаимной индукции).
— магнитный поток первой катушки, который пронизывает витки второй (поток взаимной индукции).
 — магнитный поток второй катушки, который пронизывает витки первой (поток взаимной индукции).
— магнитный поток второй катушки, который пронизывает витки первой (поток взаимной индукции).
Получилось согласное включение.
От каждого из потоков в катушке возникает ЭДС само- и ЭДС взаимоиндукции:


На концах обеих катушек будет действовать сумма ЭДС, т. к. катушки соединены последовательно:

 — индуктивность при согласном включении двух катушек
— индуктивность при согласном включении двух катушек
Чтобы получить встречное включение, надо поменять начало и конец одной из обмоток.
(встречное включение)
Получили встречное включение.



 — индуктивность при встречном включении двух катушек
— индуктивность при встречном включении двух катушек
Согласное и встречное включение используют для расчёта коэффициента взаимной индукции M:






Используют согласное и встречное включение в устройствах для плавного изменения индуктивности (вариометр). Он состоит из двух катушек, одна подвижная, а другая — неподвижная. При вращении подвижной катушки направление магнитных потоков изменяется от согласного до встречного, поэтому индуктивность меняется в пределе  .[1]
.[1]
Компьютерная печать: Байков Дмитрий, группа ПО-811
Тема лекции. Электроснабжение сварочных машин
Электрическая сварка относится к разделу электротехнологии, то есть электрическая энергия переходит непосредственно в тепло.
По характеру потребления электрической энергии и режиму работы электросварочные аппараты и машины значительно отличаются от других потребителей, так как большинство из них являются однофазными приемниками с ПК режимом работы, частыми пусками и низким коэффициентом мощности. Включение большинства из них происходит в случайном порядке.
Основные виды электрической сварки
Наибольшее распространение получила электрическая сварка, которая по состоянию металла в сварочной зоне делится на два вида: сварка плавлением (дуговая) и сварка давлением (контактная).
Дуговая электрическая сварка.
Расплавление металла свариваемых кромок деталей и электрода (или присадочного металла) производится за счет тепла, выделяемого электрической дугой. Дуговую сварку можно выполнять вручную, полуавтоматически и автоматически.
Контактная электрическая сварка
Производится при помощи тепла, выделяемого током при прохождении через свариваемые кромки изделия. В месте соприкосновения кромок выделяется наибольшее количество тепла, разогревающее их до сварочного состояния. Сварка завершается последующим сдавливанием свариваемых кромок.
Контактная сварка бывает: точечная, рельефная, шовная, роликовая, стыковая.
Электрооборудование для дуговой электросварки
Источник питания (ИП) должен обеспечивать легкое зажигание и устойчивое горение дуги, создавая необходимое напряжение и силу тока в сварочной цепи. Свойства ИП определяются его внешней характеристикой, представляющей кривую зависимости между током I в цепи и напряжением Uист на зажимах источника питания.
Для дуговой сварки применяются следующие основные ИП:
1. Постоянного тока – электрические машинные преобразователи, выпрямители и передвижные сварочные подстанции с падающими и полого падающими внешними характеристиками;
2. Переменного тока – однофазные трансформаторы с падающими внешними характеристиками; однофазные и трехфазные трансформаторы с жесткими внешними характеристиками и небольшим сопротивлением К.З., рассчитанные на широкий диапазон регулирования вторичного напряжения;
Источники питания постоянного тока:
– электрические машинные преобразователи состоят из двух частей: генератора постоянного тока и приводного АД.
Наибольшее распространение получили преобразователи типов ПСО (преобразователь сварочный однопостовой) и ПСГ (преобразователь сварочный для сварки в защитных газах).
Мощности АД составляют от 4 до 55 кВт; напряжение питания 220/380 В, коэффициент мощности лежит в пределах от 0,8 до 0,9;
– многопостовые сварочные преобразователи.
Генераторы многопостовых сварочных преобразователей имеют постоянное напряжение, то есть их внешняя характеристика является жесткой и расположена горизонтально. Они применяются для централизованного питания током сварочных постов. Многопостовой преобразователь состоит из генератора постоянного тока и электрического двигателя переменного тока.
Основным типом преобразователя является ПСМ-1000 (преобразователь многопостовой на 1000А). Приводной двигатель P=75 кВт; U=380/220 В;
– сварочные выпрямители.
В сварочных выпрямителях используются 1ф. и 3ф. мостовые схемы (двухполупериодного выпрямления). Наибольшее применение в сварочных выпрямителях получила трехфазная (3ф.) мостовая схема, поскольку она обеспечивает большую устойчивость сварочной дуги, требует меньшего количества вентилей при одинаковых заданных значениях выпрямленного I и U, а также обеспечивает равномерную загрузку всех трех фаз силовой сети переменного тока и лучшее использование трансформатора, питающего выпрямитель.
Применяются выпрямители с падающей и жесткой внешними характеристиками в зависимости от требований процесса сварки, в котором они используются в качестве источника питания.
К группе выпрямителей с падающими характеристиками относятся выпрямители типов ВСС-300 (выпрямитель сварочный селеновый) на 300А, ВД-101 и ВД-301 (выпрямители для ручной дуговой сварки на токи 125 и 300А).
К группе выпрямителей с жесткими характеристиками относятся выпрямители типов ВС-300, ВС-400 и ВС-600. Выпрямители типов ВСУ-500 являются универсальными и могут иметь как жесткие, так и падающие характеристики. Напряжение питания всех выпрямителей 380/220 В, потребляемая мощность от 9 до 35 кВА.
Основным источником питания переменного тока являются сварочные трансформаторы.
В промышленности нашли применение следующие группы сварочных трансформаторов:
– группа 1 - с нормальным магнитным рассеиванием и реактивной катушкой (дросселем). Дроссель может иметь с трансформатором общий магнитопровод (трансформаторы СТН для ручной и ТСД для автоматической сварки) или отдельный магнитопровод (трансформаторы СТ и СТЭ в двухкорпусном исполнении);
– группа 2 - с увеличенным магнитным рассеиванием (трансформаторы ТС, ТСК и СТШ).
Напряжение питания сварочных трансформаторов – переменное, 1ф.- 220/380 В, мощности трансформаторов от 9 до 165 кВА, cosφ=0,4-0,6.
Электрооборудование для контактной электросварки
Сварочное оборудование для контактной электросварки можно классифицировать:
1. По способу преобразования энергии: машины переменного тока и импульсные.
2. По способу сварки: стыковые, точечные, рельефные и шовные.
3. По характеру действия: автоматические, полуавтоматические и т.д.
Принципиальная схема устройства контактной машины одинакова для всех способов сварки (рисунок 22).
Аппаратура управления контактными сварочными машинами.
Электрическая контактная сварка осуществляется током, продолжительность импульса которого может меняться от долей секунды до нескольких секунд, поэтому включение должно производиться контактором, управляемым программным регулятором времени. Применяются электромагнитные, игнитронные и тиристорные контакторы.
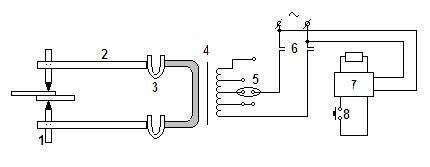 Рисунок 22 – Принципиальная схема одноточечной сварочной машины
Рисунок 22 – Принципиальная схема одноточечной сварочной машины
| 1 – электроды; 2 – хоботы; 3 – гибкие шины; 4 – сварочный трансформатор; 5 – переключатель ступеней; 6 – контактор; 7 – регулятор времени; 8 – пусковая кнопка |
Графики электрических нагрузок и режимы работы электрических сварочных машин:
1. Аппараты дуговой электрической сварки.
Они имеют два вида графиков нагрузки (рисунок 23):
 | |||
 | |||
Рисунок 23
а) график нагрузок аппаратов, у которых источник питания на время паузы отключается;
б) график нагрузок аппаратов, у которых источник питания на время паузы не отключается и работает в режиме холостого хода.
Основной характеристикой режимов работы аппаратов дуговой сварки является продолжительность включения
ПВ = tp/tц·100%
tp – время рабочего периода;
tц – время цикла сварки одной детали.
Для большинства аппаратов дуговой сварки ПВ = 60%.
2. Машины контактной электрической сварки.
Основными показателями режимов работы машины являются:
1. Коэффициент загрузки Кз= 
где i1св (Sсв) – ток (мощность), потребляемый машиной из сети во время сварки;
iпасп (Sпасп) – паспортный ток (мощность) машины.
2. Продолжительность включения автоматического режима
ПВа=  , %
, %
где tсв - время сварки одной точки;
tп – время паузы между двумя паузами.
3. Фактическая продолжительность включения
ПВ=  ,%
,%
где t0 – время, затрачиваемое на установку и снятие детали.
4. Частота включения сварочной машины в единицу времени
 , 1/c
, 1/c
tц – время цикла сварки одной точки, с.
5. Коэффициент мощности в момент сварки.
Расчет электрических нагрузок сварочных машин
Аппараты дуговой сварки в большинстве своем являются потребителями 3ф. тока, число и мощность их невелики, ПВ=60% или больше, и расчет их электрических нагрузок производится как для обычных силовых нагрузок.
Машины контактной сварки являются однофазными потребителями с большой частотой включения и малой продолжительностью работы. Графики машин контактной сварки можно свести к следующим типовым индивидуальным графикам: периодические, цикличные, нецикличные.
Периодические индивидуальные графики нагрузки имеют большинство сварочных машин, работающих в автоматическом режиме или в автоматизированных поточных линиях (сюда относятся многоточечные, точечные, рельефные, шовные сварочные машины).
Цикличные индивидуальные графики нагрузки имеют большинство сварочных машин, работающих в полуавтоматическом режиме, то есть при ручной системе снятия и замены деталей (точечные, рельефные, шовные и некоторые виды стыковых сварочных машин).
Нецикличные индивидуальные графики имеют ряд машин контактной сварки (стыковые), так как время сварки этих машин не устанавливается аппаратурой управления, а зависит от подводимого к сварочной машине напряжения.
При расчетах электрических нагрузок машин контактной сварки должны определяться следующие значения электрических нагрузок:
- среднеквадратичная – для выбора сетей по нагреву, выбора средств компенсации и учета расходов электрической энергии;
- пиковая – для проверки выбранных сетей на потери напряжения, определения колебаний напряжения и проверки оборудования на устойчивость к пиковым токам.
Для расчета электрических нагрузок сварочных машин необходимы следующие исходные данные: планировка цеха с нанесенным оборудованием; назначение машин; тип машин; паспортная мощность; паспортная ПВ; вторичный ток; напряжение сварки; время сварки одной точки или детали; число включений сварочной машины в единицу времени; схема главных цепей и цепей управления;
Для многоточечных машин, кроме того, необходимы: общее число трансформаторов на машине; распределение их по группам; порядок включения групп трансформаторов;
На основании таблицы исходных данных определяются следующие показатели:
1. Мощность, потребляемая сварочной машиной из сети в период ее включения 
где i2 – вторичный ток сварки, кА;
u2 – вторичное напряжение сварки, В.
2. Коэффициент загрузки сварочной машины Кз.
3. Фактическая продолжительность включения ПВф.
4. Частота включения сварочной машины λ.
Расчет нагрузок по нагреву.
В массовых расчетах нагрузка электрической сварки задается мощностью сварочного трансформатора. Погрешность расчета не превышает 3%.
Расчет производится в следующем порядке:
1. Сварочные машины распределяются по возможности равномерно по всем трем парам фаз (АВ, ВС, АС).
2. При небалансе мощностей по парам фаз не более 15% определяется нагрузка наиболее загруженной пары фаз по формуле

где Sд – действующее значение нагрузки сварочной машины, кВА;
Sc – средняя нагрузка одной сварочной машины, кВА;
n – число машин подключенных к одной паре фаз.
Для одной одноточечной шовной и рельефной сварочной машины
 ,
,
 .
.
Для одной группы сварочных трансформаторов многоточечных сварочных машин
 ,
,

где n1 – число трансформаторов в группе, включенных параллельно.
3. Эквивалентная трехфазная действующая нагрузка при небалансе по фазам не более 15% определяется по формуле
 .
.
4. При небалансе мощностей по фазам более 15% определяется нагрузка каждой пары фаз, и в зависимости от соотношения их подсчитывается эквивалентная среднеквадратичная трехфазная нагрузка.
Например, если  , то по формуле
, то по формуле

где выражение под корнем соответствует нагрузке наиболее загруженной фазы В.
5. Определяется расчетный по нагреву максимум тока
 .
.
Расчет пиковых нагрузок.
Основной задачей расчета суммарных пиков нагрузки от машин контактной сварки является определение следующих характеристик суммарного графика:
– вероятности совпадения Pm работы любых m машин независимо от длительности tm одного такого совпадения;
– величины тока Iтр или мощности Sтр, соответствующей числу совпавших машин;
– средней длительности tm одного импульса совпадения;
– средней частоты появления импульсов совпадения νm.
Для решения этих задач предлагаются два метода: а) аналитический с применением основных положений теории массового обслуживания; б) статистического моделирования графиков нагрузок сварочных машин на ЦВМ.
Расчет электрических нагрузок при совместном питании сварочных, силовых и осветительных нагрузок.
Расчет электрических нагрузок следует производить по отдельным группам потребителей.
Суммарная нагрузка по нагреву определяется по формулам
 ,
,
 ,
,
 ,
,
 .
.
Суммарная пиковая нагрузка определяется по следующей формуле

где Imp - пиковый линейный ток от сварочных машин.
Влияние колебаний и отклонений U на качество электрической сварки.
1 Дуговая электрическая сварка.
Для получения качественных сварных соединений необходимо сохранять постоянными оптимальные параметры тока, напряжения дуги и скорости сварки или же изменять их по заранее заданному режиму. Эти функции выполняются автоматическими регуляторами, входящими в состав сварочных аппаратов.
Отклонения от заданного режима сварки приводят к появлению таких дефектов в шве, как непровары, подрезы, наплывы, перехваты и др.
Отклонения и колебания напряжения в сети, питающей дуговые сварочные аппараты, приводят к изменению тока в сварочной дуге и к изменению напряжения на сварочной дуге.
Опытным путем установлено, что кратковременные колебания питающего напряжения не отражаются на качестве свариваемого шва, что объясняется инерционностью тепловых процессов в основном и электродном металле. При длительных же отклонениях напряжения вступают в действие системы регулирования горения дуги.
2 Контактная электрическая сварка.
Управлять процессом контактной сварки можно током и временем. Время сварки регулируется элементами управления процессов сварки.
Колебания и отклонения напряжения в сетях, питающих машины точечной, многоточечной, рельефной и шовной электросварки оказывают влияние как на сам сварочный процесс, то есть вторичное напряжение сварочной машины, так и на схемы управления сварочным процессом.
Допустимые колебания напряжения для машин этих типов ±5% при сварке обычных сталей и ±3% для сварки титановых и других жаропрочных сталей и сплавов.
Способы ограничения и устранения влияния пиковых нагрузок, создаваемых сварочными машинами, на качество напряжения.
Исследования показали, что колебания напряжения при работе сварочной машины достигают 25-30%.
Обычные силовые трансформаторы с Uk=5,5% не рассчитаны на пиковую нагрузку контактной электросварки.
Выпускаются специальные трансформаторы для питания этих машин S=2500 кВА с Uk=5,5% с усиленным креплением обмоток, допускающих 3-х кратную пиковую нагрузку. Потери напряжения в этих трансформаторах достигают 15-16%, поэтому требуются мероприятия по ограничению колебания напряжения.
Рекомендуются следующие мероприятия по ограничению колебаний напряжения, создаваемых сварочной нагрузкой:
- питание сварочной нагрузки и потребителей, чувствительных к колебаниям напряжения, производится от отдельных трансформаторов;
- увеличение мощности питающих трансформаторов и их параллельное включение;
- увеличение сечения сетей;
- применение сетей с уменьшенным индуктивным сопротивлением (шинопроводы со «спаренными фазами», кабели и т.д.);
- применение блокировки, исключающей одновременное включение нескольких крупных сварочных машин;
- применение продольной компенсации реактивной мощности;
- применение специальных стабилизирующих устройств.
Дата добавления: 2014-12-30; просмотров: 1140; Мы поможем в написании вашей работы!; Нарушение авторских прав |